一种激光切割薄脆材料用的工装的制作方法
本技术属于机加工,涉及一种激光切割薄脆材料用的工装。
背景技术:
1、现有技术的薄脆性材料激光加工平台,其采用类似蜂窝板的负压平台,通过负压吸附薄脆性材料的底部将薄脆性材料固定住。薄脆性材料厚度多在0.1-0.8mm之间、且材料强度较低。因激光加工平台蜂窝板的平整度无法保证,薄脆性材料除被固定住的部分底面,其余部区域极有可能仍处于悬空状态。激光切割过程中,负压平台也会对薄脆性材料结构造成损坏。因而薄脆性材料夹装到现有蜂窝负压平台上,难以保证材料的平整度、且激光切割过程中材料易发生变形;在使用惰性气体吹扫过程中,材料片更易发生弯曲变形,使得激光加工过程易出现对焦不精准、加工位置偏移,进而影响激光加工的精度和质量。
2、从上述现有技术的薄脆性材料激光加工夹具的结构可以看出,薄脆性材料夹持时,由于没有夹持位置参考点或基准点,夹持后的薄脆性材料很难保证处于同一水平面。并且,夹持后的薄脆性材料由于只是在其部分位置得到支撑,薄脆性材料的其余部区域极有可能仍处于悬空状态,这使得其在自重的作用下将产生向下的弯曲变形。而且,激光加工过程中需要使用保护惰性气体从上向下吹,薄脆性材料在保护惰性气体向下吹气所产生作用力的作用下将进一步产生弯曲变形。激光切割过程中,负压平台也会对薄脆性材料结构造成拉扯。从上垂直入射到的薄脆性材料表面的激光光束很难在整个薄脆性材料上实现精准对焦,造成加工精度和加工质量下降。目前切割加工中采用平整的蜂窝板表面放置待加工薄脆性材料时,往往通过更换新的蜂窝板的方式,体积较小的零件,只能添加额外平台,避免切割中被负压吸走,然而定位精度和散热效果会大大降低。
3、因此,需要一种能够快速装卡且定位精度高的装置来解决这一问题。
技术实现思路
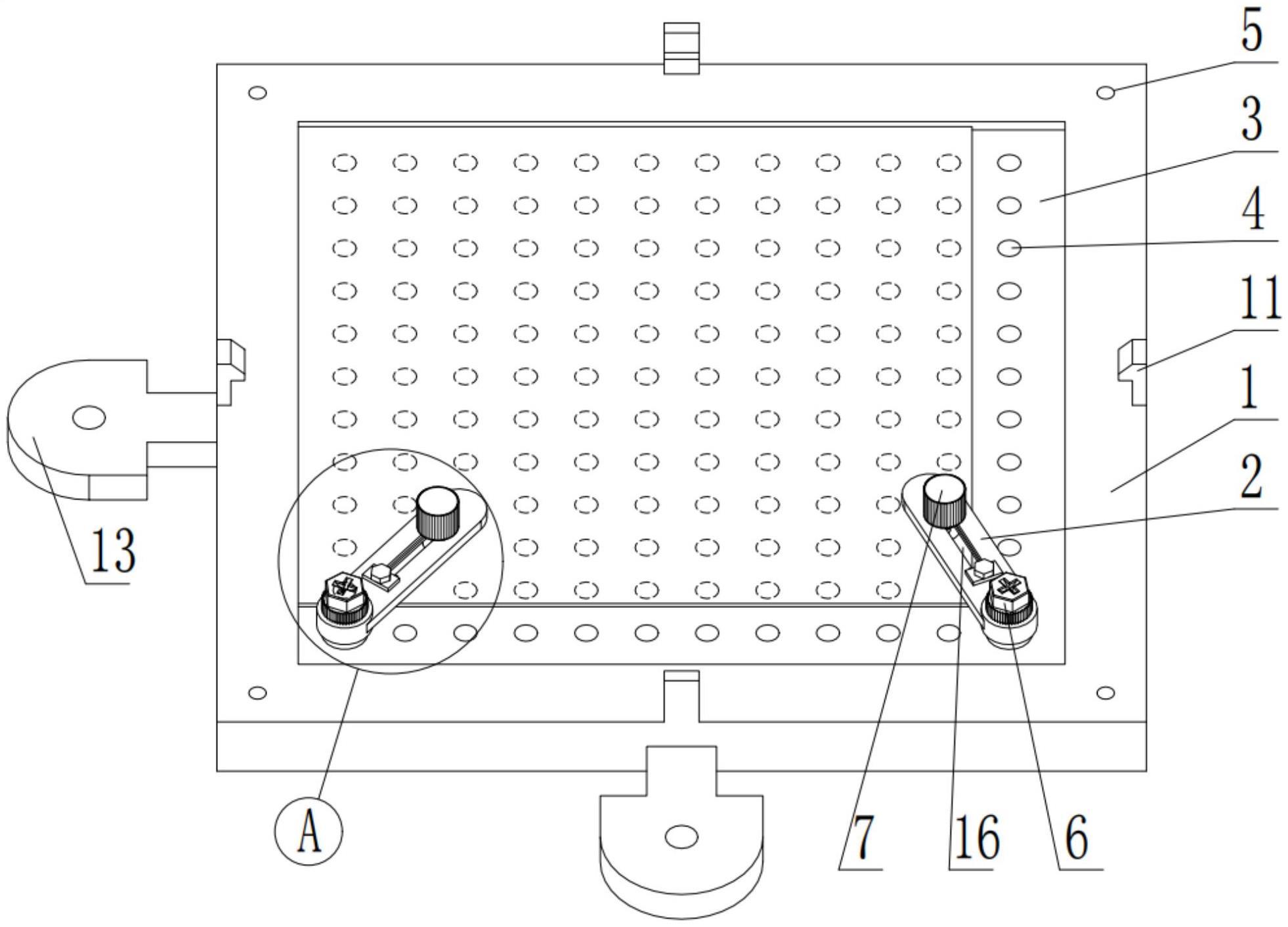
1、本实用新型解决技术问题所采取的技术方案是:一种激光切割薄脆材料用的工装,包括:工装基座、柔性固定器,工装基座呈槽型,工装基座的内槽呈开口向上的长方体状,内槽底部均布设有多个形状相同、大小相等的负压吸气孔,负压吸气孔自内槽的底部连通至工装基座的底面外,工装基座的四角设有靶标位孔;
2、柔性固定器呈条形板状,柔性固定器的两端分别设有定位销和限位器,限位器转动连接柔性固定器,定位销固定连接柔性固定器,定位销和限位器均为圆柱状,定位销和限位器均垂直于柔性固定器的条形板上表面,定位销下端的定位端与负压吸气孔形状大小相匹配,限位器顶部设有锁紧螺母,限位器底部螺纹连接有柔性垫,柔性垫的垫面水平;
3、激光切割时,薄脆材料放置于所述内槽底部并通过内槽的侧壁水平定位,再通过定位销下端的定位端与负压吸气孔的配合,保证柔性固定器在水平面内及竖直方向位置均不变,然后调整限位器的螺纹使得柔性垫下降,进而使得柔性垫压紧薄脆材料至内槽底部,同时负压吸气孔对薄脆材料进行吸附从而共同自竖直方向对薄脆材料进行定位。
4、优选的,所述工装基座的上表面四边均对称设有卡柱,卡柱呈锥型台与四方柱上下贯通状,卡柱的顶部锥型台处竖截面呈直角梯形,卡柱顶部的梯形的直角边均向外,卡柱的根部呈四方柱状,卡柱根部的径向尺寸小于卡柱的顶部的径向尺寸,卡柱上套设有匹配的卡扣;当需要多个工装基座连体配合使用时,两工装基座按照长宽方向对齐并紧后两卡柱合并成为一个上方为锥形台下方位四方柱,通过匹配的卡扣扣紧两卡柱上方的锥形台,将两对齐并紧后的工装基座在水平方向进行定位,并保证两工装基座在同一水平面内。
5、优选的,所述工装基座的底面两对边对称位置处分别设有榫头和卯槽,榫头和卯槽互相匹配,榫头伸出工装基座的侧壁外,卯槽嵌入工装基座的侧壁内,榫头和卯槽均水平设置且位于同一水平面内;当需要多个工装基座连体配合使用时,两工装基座按照长宽方向对齐并紧后相邻的一个工装基座的榫头卡紧另一个工装基座的卯槽,以便进行水平面内卡紧定位。
6、更优的,所述榫头和卯槽均呈半圆柱状,半圆柱状的榫头和卯槽加工方便快捷且定位精度高。
7、优选的,所述定位端为可径向扩张圆柱状,定位销的上端设有预紧螺杆,预紧螺杆旋紧时定位端沿径向向外膨胀;定位端膨胀后锁紧负压吸气孔,从而使得定位销与负压吸气孔保持固定位置,使得柔性固定器位置不变,最终达到柔性垫压紧定位薄脆材料的作用。
8、优选的,所述柔性固定器的条形板上设有水平的条形槽,条形槽连通柔性固定器的条形板上下表面,限位器可沿条形槽往复滑动;条形槽方便柔性固定器上的限位器根据薄脆材料及加工位置的需求伸缩更换定位压紧位置。
9、本实用新型的有益效果是:
10、1、本实用新型通过内槽的侧壁及直角拐角一次水平定位薄脆材料,再通过柔性固定器调节后自上向下压紧薄脆材料形成二次竖直定位,最后通过内槽底部均布的多个负压吸气孔第三次对薄脆材料进行竖直及水平方向的定位,通过工装基座四角的靶标位孔进行工装定位,进而实现薄脆材料快速定位加工,因此定位精度高,定位更加简单高效。
11、2、本实用新型通过工装基座的上表面设置的卡柱和工装基座的底面设置的榫头和卯槽,实现多工装基座连体配合使用,当需要多个薄脆材料加工时,节省装卡时间,能够进行快速加工,本实用新型实现了夹具配备快速装卡到工作台面模块、标准可更换靶标位置、柔性紧固被加工零件机构以及快速可扩展接驳专用口,实现了零件的快速定位、拆装、节拍生产、小批量生产等任务。
技术特征:
1.一种激光切割薄脆材料用的工装,其特征在于,包括:工装基座(1)、柔性固定器(2),所述工装基座(1)呈槽型,所述工装基座(1)的内槽(3)呈开口向上的长方体状,所述内槽(3)底部均布设有多个形状相同、大小相等的负压吸气孔(4),所述负压吸气孔(4)自内槽(3)的底部连通至工装基座(1)的底面外,所述工装基座(1)的四角设有靶标位孔(5);
2.根据权利要求1所述的一种激光切割薄脆材料用的工装,其特征在于,所述工装基座(1)的上表面四边均对称设有卡柱(11),所述卡柱(11)呈锥型台与四方柱上下贯通状,所述卡柱(11)的顶部锥型台处竖截面呈直角梯形,所述卡柱(11)顶部的梯形的直角边均向外,所述卡柱(11)的根部呈四方柱状,所述卡柱(11)根部的径向尺寸小于卡柱(11)的顶部的径向尺寸,所述卡柱(11)上套设有匹配的卡扣(12)。
3.根据权利要求1所述的一种激光切割薄脆材料用的工装,其特征在于,所述工装基座(1)的底面两对边对称位置处分别设有榫头(13)和卯槽(14),所述榫头(13)和卯槽(14)互相匹配,所述榫头(13)伸出工装基座(1)的侧壁外,所述卯槽(14)嵌入工装基座(1)的侧壁内,所述榫头(13)和卯槽(14)均水平设置且位于同一水平面内。
4.根据权利要求3所述的一种激光切割薄脆材料用的工装,其特征在于,所述榫头(13)和卯槽(14)均呈半圆柱状。
5.根据权利要求1所述的一种激光切割薄脆材料用的工装,其特征在于,所述定位端(8)为可径向扩张的圆柱状,所述定位销(6)的上端设有预紧螺杆(15),所述预紧螺杆(15)旋紧时定位端(8)沿径向向外膨胀。
6.根据权利要求1所述的一种激光切割薄脆材料用的工装,其特征在于,所述柔性固定器(2)的条形板上设有水平的条形槽(16),所述条形槽(16)连通柔性固定器(2)的条形板上下表面,所述限位器(7)可沿条形槽(16)往复滑动。
技术总结
本技术属于机加工技术领域,涉及一种激光切割薄脆材料用的工装,包括:工装基座、柔性固定器,工装基座呈槽型,工装基座的内槽呈开口向上的长方体状,内槽底部均布设有多个形状相同、大小相等的负压吸气孔,负压吸气孔自内槽的底部连通至工装基座的底面外,工装基座的四角设有靶标位孔,通过内槽的侧壁及直角拐角一次水平定位薄脆材料,再通过柔性固定器调节后自上向下压紧薄脆材料形成二次竖直定位,最后通过内槽底部均布的多个负压吸气孔吸附第三次对薄脆材料进行竖直及水平方向的定位,通过工装基座四角的靶标位孔进行工装定位,进而实现薄脆材料快速定位加工,因此定位精度高,定位更加简单高效。
技术研发人员:吴琦,罗志发,陈泽咏,李胜奇,相里景泉
受保护的技术使用者:陕西渥特镭铯机械制造有限公司
技术研发日:20221209
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!