一种光器件平行封焊兼容夹具的制作方法
1.本实用新型涉及封焊夹具技术领域,特别涉及一种光器件平行封焊兼容夹具。
背景技术:
2.目前,在原封焊过程中,原封焊夹具弹簧与金属弹块定位,平行封焊过程中总需要员工使用镊子挤压焊接端面,容易造成封焊端面污染,导致封焊过程中出现有机物燃烧爆炸现象,从而致使器件气密性检测不合格;且每只器件被挤压定位位置不固定,造成封焊端面不一致,同时也容易出现气密性不合格现象;另外由于返修的产品均是半成品,夹具无法满足携带其余组件的器件进行返修封焊,每次均需要拆卸相关的组件再进行封焊,费时费力,导致器件损坏率高,物料浪费,员工积极性大大降低。
技术实现要素:
3.本实用新型的目的在于,提供一种光器件平行封焊兼容夹具。本实用新型可以保证产品定位的一致性,大大降低了封焊后气密性不合格概率,而且本实用新型的兼容性结构也保证了返修产品在不拆卸其余组件的情况下顺利进行,整个过程操作简单,大大降低了员工操作难度。
4.本实用新型的技术方案:一种光器件平行封焊兼容夹具,包括底座,底座上下两端分别设有连接定位孔;所述底座的底面设有吸附底槽;所述底座的表面设有定位凹槽;所述定位凹槽的中部设有圆形通孔,圆形通孔与底座下方的吸附底槽相连通;所述定位凹槽前端设有圆形槽口,定位凹槽的左右两侧设有定位挡块,定位凹槽的后端设有台阶挡块;所述圆形槽口与定位挡块之间形成加工间隙;所述定位挡块与台阶挡块之间形成操作避让区。
5.上述的光器件平行封焊兼容夹具,所述底座上端的连接定位孔为圆形孔。
6.前述的光器件平行封焊兼容夹具,所述圆形通孔底部设有第一倒角。
7.前述的光器件平行封焊兼容夹具,所述底座下端的连接定位孔为椭圆形孔。
8.前述的光器件平行封焊兼容夹具,所述椭圆形孔的底部设有第二倒角。
9.前述的光器件平行封焊兼容夹具,所述底座的四角处分别设有边缘倒角。
10.与现有技术相比,本实用新型通过在定位凹槽中心设有圆形通孔,圆形通孔与吸附底槽相连通,吸附底槽与设备真空吸附位置连接,通过圆形通孔定位器件,保证定位的一致性。本实用新型在底座上方设置定位凹槽,定位凹槽后部分设置台阶挡块,用于避让柔板和瓷件部分,定位凹槽左右两端的定位挡块用于单边定位器件;定位挡块与台阶挡块之间的间隙形成了操作避让区,便于镊子取放产品。本实用新型在定位凹槽前端设置了圆形槽口,圆形槽口用于避让器件接收组件部分,同时圆形槽口与定位挡块之间的间隙形成了加工间隙,保证加工简易性和定位边的垂直性。此外,本实用新型的圆形孔与设备定位销连接保证安装可靠性,椭圆形孔与设备定位销连接保证安装公差。本实用新型在底座设有四个边缘倒角,保证外观美观和安装易持性。
附图说明
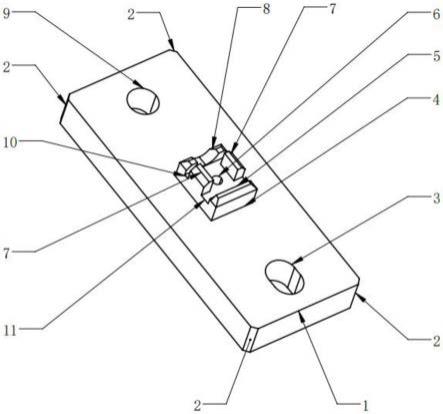
11.图1是本实用新型的结构示意图;
12.图2是本实用新型的底面结构示意图。
13.附图标记
14.1、底座;2、边缘倒角;3、椭圆形孔;4、定位凹槽;5、台阶挡块;6、圆形通孔;7、定位挡块;8、圆形槽口;9、圆形通孔;10、加工间隙;11、操作避让区;12、吸附底槽;13、第二倒角。
具体实施方式
15.下面结合附图和实施例对本实用新型作进一步的说明,但并不作为对本实用新型限制的依据。
16.实施例:光器件平行封焊兼容夹具,如图1和图2所示,包括底座1,底座1上下两端分别设有连接定位孔,其中上端的为圆形孔9、下端的为椭圆形孔3,圆形孔9底部设有第一倒角,圆形孔9与设备定位销连接,保证安装可靠性;椭圆形孔3底部设有第二倒角13,椭圆形孔3在与设备定位销连接,同时保证安装公差;所述底座1设有四个边缘倒角2,保证外观美观和安装易持性;所述底座1的底面设有吸附底槽12,所述底座1上方设有定位凹槽4;所述定位凹槽4中心设有圆形通孔6,圆形通孔6与吸附底槽12相连通,吸附底槽12与设备真空吸附位置连接,通过圆形通孔6定位器件,保证定位的一致性。所述定位凹槽4前端设有圆形槽口8,定位凹槽4的左右两侧设有定位挡块7,定位凹槽4的后端设有台阶挡块5;所述圆形槽口8与定位挡块7之间形成加工间隙10;所述定位凹槽4后部分的台阶挡块5用于避让柔板和瓷件部分。所述台阶挡块5上方的操作避让区11便于镊子取放产品,所述定位凹槽4左右两端的对称挡块用于单边定位器件。所述定位凹槽4前端的圆形槽口8用于避让器件接收组件部分,圆形槽口8后端的间隙位置用于保证加工简易性和定位边的垂直性。本实施例所述的夹具由于尺寸特殊性,只可以安装在两连接定位孔限位尺寸内,且连接夹具必须配有相应的定位销,定位销与夹具之间紧密配合。本实施例所述的夹具可以根据产品的大小对上面定位挡块进行修改,且可以满足半成品器件和成品返修器件的平行封焊。使用时,将夹具安装到对应设备底座1上,打开真空气阀,保证产品与设备底座1紧密贴合;再使用镊子夹取器件,软板部分朝后,osa组件部分朝开圆孔放置,使用镊子轻轻推动使得器件贴至定位边缘;最后开启设备开始进行平行封焊。本实用新型可以保证产品定位的一致性,大大降低了封焊后气密性不合格概率,而且本实用新型的兼容性结构也保证了返修产品在不拆卸其余组件的情况下顺利进行,整个过程操作简单,大大降低了员工操作难度。
17.工作原理
18.通过在定位凹槽4中心设有圆形通孔6,圆形通孔6与吸附底槽12相连通,吸附底槽12与设备真空吸附位置连接,通过圆形通孔6定位器件,保证定位的一致性。本实用新型在底座1上方设置定位凹槽4,定位凹槽4后部分设置台阶挡块5,用于避让柔板和瓷件部分,定位凹槽4左右两端的定位挡块7用于单边定位器件;定位挡块7与台阶挡块5之间的间隙形成了操作避让区11,便于镊子取放产品。本实用新型在定位凹槽4前端设置了圆形槽口8,圆形槽口8用于避让器件接收组件部分,同时圆形槽口8与定位挡块7之间的间隙形成了加工间隙10,保证加工简易性和定位边的垂直性。本实用新型的圆形通孔6与设备定位销连接保证安装可靠性,椭圆形孔3与设备定位销连接保证安装公差。
技术特征:
1.一种光器件平行封焊兼容夹具,其特征在于:包括底座(1),底座(1)上下两端分别设有连接定位孔;所述底座(1)的底面设有吸附底槽(12);所述底座(1)的表面设有定位凹槽(4);所述定位凹槽(4)的中部设有圆形通孔(6),圆形通孔(6)与底座(1)下方的吸附底槽(12)相连通;所述定位凹槽(4)前端设有圆形槽口(8),定位凹槽(4)的左右两侧设有定位挡块(7),定位凹槽(4)的后端设有台阶挡块(5);所述圆形槽口(8)与定位挡块(7)之间形成加工间隙(10);所述定位挡块(7)与台阶挡块(5)之间形成操作避让区(11)。2.根据权利要求1所述的光器件平行封焊兼容夹具,其特征在于:所述底座(1)上端的连接定位孔为圆形孔(9)。3.根据权利要求2所述的光器件平行封焊兼容夹具,其特征在于:所述圆形孔(9)底部设有第一倒角(14)。4.根据权利要求1所述的光器件平行封焊兼容夹具,其特征在于:所述底座(1)下端的连接定位孔为椭圆形孔(3)。5.根据权利要求4所述的光器件平行封焊兼容夹具,其特征在于:所述椭圆形孔(3)的底部设有第二倒角(13)。6.根据权利要求1所述的光器件平行封焊兼容夹具,其特征在于:所述底座(1)的四角处分别设有边缘倒角(2)。
技术总结
本实用新型公开了一种光器件平行封焊兼容夹具,包括底座,底座上下两端分别设有连接定位孔;所述底座的底面设有吸附底槽;所述底座的表面设有定位凹槽;所述定位凹槽的中部设有圆形通孔,圆形通孔与底座下方的吸附底槽相连通;所述定位凹槽前端设有圆形槽口,定位凹槽的左右两侧设有定位挡块,定位凹槽的后端设有台阶挡块;所述圆形槽口与定位挡块之间形成加工间隙;所述定位挡块与台阶挡块之间形成操作避让区。本实用新型可以保证产品定位的一致性,大大降低了封焊后气密性不合格概率,而且本实用新型的兼容性结构也保证了返修产品在不拆卸其余组件的情况下顺利进行,整个过程操作简单,大大降低了员工操作难度。大大降低了员工操作难度。大大降低了员工操作难度。
技术研发人员:尤心旺 袁伟 陈飘洋 袁绪成
受保护的技术使用者:南京华飞光电科技有限公司
技术研发日:2022.12.09
技术公布日:2023/3/16
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1