用于螺旋管焊接加工的自动电弧焊装置的制作方法
本技术涉及一种焊接装置,具体的说是一种用于螺旋管焊接加工的自动电弧焊装置。
背景技术:
1、本部分的陈述仅仅是申请人对本领域所能了解到的相关的背景技术信息,不必然构成在先技术,也不必然代表本领域的最新技术信息。
2、螺旋焊管是将低碳碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度卷成管坯,然后将管缝焊接起来制成钢管。螺旋焊管都是在生产线连续生产,双丝自动焊接,对焊缝的要求较高。具体的说,焊接与钢管本身是相对螺旋运动的,在实际生产中,由现有自动焊成的焊缝往往约有高达15%以上的长度不符合质量要求,不得不进行人工返修,因而不但劳动强度大,而且效率很低、成本很高。出现上述问题的原因是螺旋焊接的焊接动作是由焊接程序控制的,而相对的钢管的运动也是由程序控制的,不同于直线焊接,螺旋焊是相双向双轴运动,程序上理论相对是可以没有误差,但在实际运行当中,不论是焊接头的运行精度以及钢管的行走精度,甚至说钢管与驱动间的滑动,都会产生误差,上述误差叠加就会造成实际焊接位置与设计焊接位置有一定的偏差,当上述偏差过大时,就会出现焊接质量问题。所以,焊接位置的准确度是决定螺旋管焊接质量的重要因素。
3、综上所述,如能在加工过程中进行位置校正,以校正数据来控制加工差异就可以提高螺旋管焊接加工的成品质量。
技术实现思路
1、本实用新型的目的是提供一种可以实现加工过程中自动校正位置的用于螺旋管焊接加工的自动电弧焊装置。
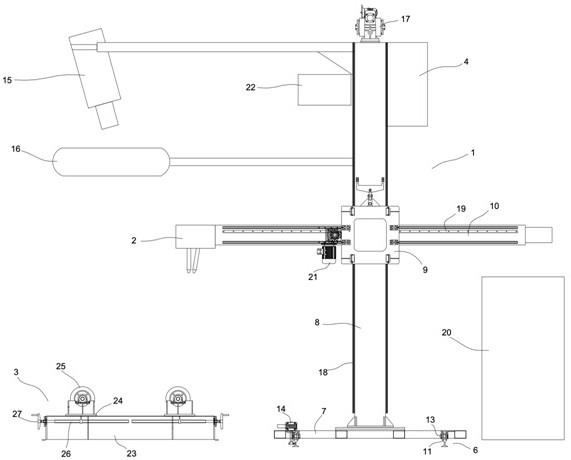
2、为实现上述目的,本实用新型所采用的技术方案是:一种用于螺旋管焊接加工的自动电弧焊装置,包括三轴工作台、安装在三轴工作台上的双丝焊接组件、与三轴工作台对位配合的螺旋管旋转组件以及用于控制三轴工作台和螺旋管旋转组件以及各组件工作的控制器,双丝焊接组件经由三轴工作台驱动实现在水平x向、水平y向以及垂直于水平的z向轴三运动,实现螺旋管的焊接加工;控制器与三轴工作台以及双丝焊接组件连接配合,用于控制两者的工作。
3、所述三轴工作台包括沿水平y向布置的底轨、安装在底轨上的运动基板、垂直安装在运动基板上的垂直基杆、安装在垂直基杆上的活动块以及安装在活动块上的沿x向布置的水平活动杆;底轨由至少两根平行的y向设置的直线导轨组成,运动基板包括基板、安装在基板底面并与直线导轨连接配合的导轮,基板上还设有用于驱动导轮运动的第一驱动电机,经由第一驱动电机的驱动实现基板沿直线导轨运动,进而实现基板在y向的可控运动;垂直基杆的顶端安装有第二驱动电机,垂直基杆的表面上设有与活动块配合的z向导轨,相应的,垂直基杆内安装有连接第二驱动电机与活动块的丝杆,经由第二驱动电机带动丝杆旋转,进而实现活动块的z向可控运动;水平活动杆沿水平x向活动安装在活动块上,水平活动杆可以与活动块在水平x向上相对运动,活动块上安装有用于水平活动杆安装及水平导向的导槽,水平活动杆上安装有直线齿条;双丝焊接组件安装在水平活动杆的一端上;活动块上安装用于驱动水平活动杆沿x向导轨活动的第三驱动电机,第三驱动电机上安装用于直线齿条相咬合的齿轮;
4、所述双丝焊接组件还通过线缆与一焊接电源相连,焊接电源用于驱动双丝焊接组件实现焊接工作。
5、所述螺旋管旋转组件包括基座、对称安装在基座上的两个主动工作轮,基座内安装与对应主动工作轮配合的独立驱动电机,各驱动电机驱动对应的主动工作轮旋转,两主动工作轮配合用于将待焊接的螺旋管进行旋转。
6、进一步的说,三轴工作台中的垂直基杆上通过两根连杆安装有一工业摄像机,led灯源安装在三轴工作台上并与工业控制计算机相连。
7、进一步的说,两主动工作轮及对应的驱动电机分别对应安装在基座内的两可调安装板上,可调安装板与基座间设计有调位丝杆,调位丝杆的一端安装有手轮,通过调节手轮,可以调节两主动工作轮的配合间距。
8、更进一步的说,led灯源为环形灯源。
9、本实用新型利用事实上是四轴机构,实现双丝焊接组件的三轴运动的同时,还具备有螺旋管旋转组件实现螺旋管本身的绕轴运动,利用四轴运动实现螺旋管的焊接工作,同时利用光学进行预焊位置的识别以及焊接位置的校准及补偿。
技术特征:
1.用于螺旋管焊接加工的自动电弧焊装置,其特征在于:包括三轴工作台、安装在三轴工作台上的双丝焊接组件、与三轴工作台对位配合的螺旋管旋转组件以及用于控制三轴工作台和螺旋管旋转组件以及各组件工作的控制器,双丝焊接组件经由三轴工作台驱动实现在水平x向、水平y向以及垂直于水平的z向轴三运动,实现螺旋管的焊接加工;控制器与三轴工作台以及双丝焊接组件连接配合,用于控制两者的工作;双丝焊接组件还通过线缆与一焊接电源相连,焊接电源用于驱动双丝焊接组件实现焊接工作;螺旋管旋转组件包括基座、对称安装在基座上的两个主动工作轮,基座内安装与对应主动工作轮配合的独立驱动电机,各驱动电机驱动对应的主动工作轮旋转,两主动工作轮配合用于将待焊接的螺旋管进行旋转;两主动工作轮及对应的驱动电机分别对应安装在基座内的两可调安装板上,可调安装板与基座间设计有调位丝杆,调位丝杆的一端安装有手轮,通过调节手轮,可以调节两主动工作轮的配合间距;三轴工作台中的垂直基杆上通过两根连杆安装有一工业摄像机,led灯源安装在三轴工作台上并与工业控制计算机相连;led灯源为环形灯源。
2.如权利要求1中所述的用于螺旋管焊接加工的自动电弧焊装置,其特征在于:三轴工作台包括沿水平y向布置的底轨、安装在底轨上的运动基板、垂直安装在运动基板上的垂直基杆、安装在垂直基杆上的活动块以及安装在活动块上的沿x向布置的水平活动杆;底轨由至少两根平行的y向设置的直线导轨组成,运动基板包括基板、安装在基板底面并与直线导轨连接配合的导轮,基板上还设有用于驱动导轮运动的第一驱动电机,经由第一驱动电机的驱动实现基板沿直线导轨运动,进而实现基板在y向的可控运动;垂直基杆的顶端安装有第二驱动电机,垂直基杆的表面上设有与活动块配合的z向导轨,相应的,垂直基杆内安装有连接第二驱动电机与活动块的丝杆,经由第二驱动电机带动丝杆旋转,进而实现活动块的z向可控运动;水平活动杆沿水平x向活动安装在活动块上,水平活动杆可以与活动块在水平x向上相对运动,活动块上安装有用于水平活动杆安装及水平导向的导槽,水平活动杆上安装有直线齿条;双丝焊接组件安装在水平活动杆的一端上;活动块上安装用于驱动水平活动杆沿x向导轨活动的第三驱动电机,第三驱动电机上安装用于直线齿条相咬合的齿轮。
技术总结
本技术公开了一种用于螺旋管焊接加工的自动电弧焊装置,包括三轴工作台、安装在三轴工作台上的双丝焊接组件、与三轴工作台对位配合的螺旋管旋转组件以及用于控制三轴工作台和螺旋管旋转组件以及各组件工作的控制器,双丝焊接组件经由三轴工作台驱动实现在水平X向、水平Y向以及垂直于水平的Z向轴三运动,实现螺旋管的焊接加工;控制器与三轴工作台以及双丝焊接组件连接配合,用于控制两者的工作。本技术利用事实上是四轴机构,实现双丝焊接组件的三轴运动的同时,还具备有螺旋管旋转组件实现螺旋管本身的绕轴运动,利用四轴运动实现螺旋管的焊接工作,同时利用光学进行预焊位置的识别以及焊接位置的校准及补偿。
技术研发人员:张茂起,王艳佳,张畅笑,黄朝阳
受保护的技术使用者:河北信诚化工装备有限公司
技术研发日:20221212
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!