一种汽车管柱筒焊接专用定位夹紧装置的制作方法
本技术涉及汽车管柱筒加工,具体涉及一种汽车管柱筒焊接专用定位夹紧装置。
背景技术:
1、汽车管柱筒总成包括上柱管、下柱管、上转向轴、下转向轴、上安装支架和下安装支架,汽车管柱筒主要用于控制汽车行进方向、传递扭矩和吸收汽车撞击时的能量,而汽车管柱筒需要机器人来做焊接处理,将汽车管柱筒加工成型。
2、如授权公告号为cn110465819a,授权公告日为20191119的一种汽车管柱筒组件镗孔用夹具,包括连接支架和支撑板,支撑板设置于连接支架内部,支撑板的一端设置有定位板,定位板上设置有定位凹槽,定位板一侧设置有回转气缸i,定位板另一侧远离定位板的端部设置有回转气缸ii。
3、汽车管柱筒通过焊接机器人做加工处理,由于汽车管柱筒为圆管结构,汽车管柱筒在焊接过程中会出现滑脱的情况,导致汽车管柱筒焊接困难,影响了汽车管柱筒的顺利加工,因此,亟需设计一种汽车管柱筒焊接专用定位夹紧装置来解决上述问题。
技术实现思路
1、本实用新型的目的是提供一种汽车管柱筒焊接专用定位夹紧装置,以解决现有技术中的上述不足之处。
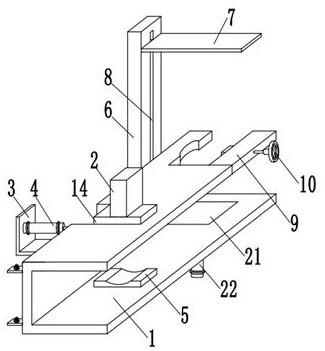
2、为了实现上述目的,本实用新型提供如下技术方案:一种汽车管柱筒焊接专用定位夹紧装置,包括定位夹紧架,所述定位夹紧架的外部焊接有连接架,所述连接架的内壁上通过螺栓安装有液压缸一,所述液压缸一的输出端固定安装有下压件,所述下压件的顶部通过螺栓安装有驱动箱,所述驱动箱的内部通过螺栓安装有驱动电机,所述驱动电机的输出端通过联轴器连接有丝杆,所述丝杆的外部螺纹连接有活动筒,所述活动筒的底部粘接有下压垫,所述定位夹紧架的底部内壁粘接有底垫,所述定位夹紧架的外部焊接有横向板,且横向板的顶部焊接有竖直箱。
3、优选的,所述竖直箱底部的内壁通过螺栓安装有升降电机,所述升降电机的顶端通过联轴器连接有螺纹杆。
4、优选的,所述螺纹杆的外壁上螺纹连接有抵压板,所述竖直箱的一侧外壁开设有滑动槽。
5、优选的,所述定位夹紧架的外壁上通过螺栓安装有固定板,所述固定板的内部螺纹插接有手柄。
6、优选的,所述手柄的一端固定安装有挤压垫,所述定位夹紧架的外部一侧开设有卡槽。
7、优选的,所述定位夹紧架的底部通过螺栓安装有液压缸二,所述液压缸二的顶端固定安装有顶升垫。
8、在上述技术方案中,本实用新型提供的一种汽车管柱筒焊接专用定位夹紧装置,通过设置的下压垫与液压缸一,驱动电机的输出端使丝杆转动,使得活动筒下移设置,进而使下压垫及底垫将汽车管柱筒夹紧,提高汽车管柱筒焊接时的稳定性,而下压件随着液压缸一移动,方便了下压垫的活动收整;通过设置的竖直箱与抵压板,升降电机运行在竖直箱中,升降电机的输出端能使螺纹杆转动,抵压板即可移动在汽车管柱筒上,利于汽车管柱筒的竖向夹紧,汽车管柱筒能够压紧在定位夹紧架内;通过设置的挤压垫与顶升垫,挤压垫被手柄带动后,能使汽车管柱筒固定在定位夹紧架和挤压垫间,同时顶升垫可随着液压缸二推动,便于汽车管柱筒底端的固定。
技术特征:
1.一种汽车管柱筒焊接专用定位夹紧装置,包括定位夹紧架(1),其特征在于,所述定位夹紧架(1)的外部焊接有连接架(3),所述连接架(3)的内壁上通过螺栓安装有液压缸一(4),所述液压缸一(4)的输出端固定安装有下压件(14),所述下压件(14)的顶部通过螺栓安装有驱动箱(2),所述驱动箱(2)的内部通过螺栓安装有驱动电机(11),所述驱动电机(11)的输出端通过联轴器连接有丝杆(12),所述丝杆(12)的外部螺纹连接有活动筒(13),所述活动筒(13)的底部粘接有下压垫(15),所述定位夹紧架(1)的底部内壁粘接有底垫(5),所述定位夹紧架(1)的外部焊接有横向板(16),且横向板(16)的顶部焊接有竖直箱(6)。
2.根据权利要求1所述的一种汽车管柱筒焊接专用定位夹紧装置,其特征在于,所述竖直箱(6)底部的内壁通过螺栓安装有升降电机(18),所述升降电机(18)的顶端通过联轴器连接有螺纹杆(19)。
3.根据权利要求2所述的一种汽车管柱筒焊接专用定位夹紧装置,其特征在于,所述螺纹杆(19)的外壁上螺纹连接有抵压板(7),所述竖直箱(6)的一侧外壁开设有滑动槽(8)。
4.根据权利要求1所述的一种汽车管柱筒焊接专用定位夹紧装置,其特征在于,所述定位夹紧架(1)的外壁上通过螺栓安装有固定板(9),所述固定板(9)的内部螺纹插接有手柄(10)。
5.根据权利要求4所述的一种汽车管柱筒焊接专用定位夹紧装置,其特征在于,所述手柄(10)的一端固定安装有挤压垫(17),所述定位夹紧架(1)的外部一侧开设有卡槽(20)。
6.根据权利要求1所述的一种汽车管柱筒焊接专用定位夹紧装置,其特征在于,所述定位夹紧架(1)的底部通过螺栓安装有液压缸二(22),所述液压缸二(22)的顶端固定安装有顶升垫(21)。
技术总结
本技术公开了一种汽车管柱筒焊接专用定位夹紧装置,包括定位夹紧架,定位夹紧架的外部焊接有连接架,连接架的内壁上通过螺栓安装有液压缸一,液压缸一的输出端固定安装有下压件,下压件的顶部通过螺栓安装有驱动箱,驱动箱的内部通过螺栓安装有驱动电机,驱动电机的输出端通过联轴器连接有丝杆,丝杆的外部螺纹连接有活动筒,活动筒的底部粘接有下压垫,定位夹紧架的底部内壁粘接有底垫,定位夹紧架的外部焊接有横向板,本技术中驱动电机的输出端使丝杆转动,使得活动筒下移设置,进而使下压垫及底垫将汽车管柱筒夹紧,提高汽车管柱筒焊接时的稳定性,而下压件随着液压缸一移动,方便了下压垫的活动收整。
技术研发人员:孟东北,于法敬,梁学波,杨俊仙
受保护的技术使用者:新乡市高正精密机械有限公司
技术研发日:20221213
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!