一种新能源汽车大铸件产品的自动装配线的制作方法
本技术涉及新能源汽车加工领域,特别是一种新能源汽车大铸件产品的自动装配线。
背景技术:
1、目前,新能源汽车的大铸件产品在进行压装时,因装配配件规格多(压铆螺母m6/m8/m10/m12/7/16,螺栓m6/m10),配件数量多(压铆螺母m6 1个/m8 5个/m10 1个/m12 2个/7/16 1个,螺栓m6 2个/m10 4个),装配位置多,而且还需要人工操作,同时,因产品重(34斤),导致操作不便,也容易漏装或者装错,生产效率不高,单机生产5个人抬着,一个班(11小时)只能生产8件。
技术实现思路
1、本实用新型的目的是为了克服以上的不足,提供一种新能源汽车大铸件产品的自动装配线。
2、本实用新型的目的通过以下技术方案来实现:一种新能源汽车大铸件产品的自动装配线,包括第一工作台和第二工作台,第一工作台与第二工作台之间通过中间料道连接,第一工作台的上料端设有上料移栽平台,第二工作台的下料端设有下料移栽平台,第一工作台上设有多个机器人、多个压铆机、一个缓存台和一个工件抓手,工件抓手的端部与其中一个机器人连接,第二工作台上设有一个机器人和ng料道。
3、本实用新型的进一步改进在于:第一工作台的作业区域采用安全围栏与外侧隔离。
4、本实用新型的进一步改进在于:中间料道中设有倍速链结构。
5、本实用新型的进一步改进在于:压铆机包括焊接桌架,焊接桌架上设有两个振动盘,两个振动盘均连接上料组件,两个振动盘的中间上方设有伺服压机,伺服压机带动上压头,上压头上带有吸铁石,上压头下方设有两个圆销定位装置,两个圆销定位装置均置于移栽机构上,移栽机构固定在焊接桌架上。
6、本实用新型的进一步改进在于:移栽机构包括直线导轨,直线导轨固定在焊接桌架上,直线导轨上设有移动滑块,移动滑块上设有两个圆销定位装置,直线导轨旁设有气缸,气缸的一端固定在焊接桌架上,另一端固定在移动滑块上,直线导轨的两端设有限位装置。
7、本实用新型的进一步改进在于:工件抓手包括抓手本体,抓手本体上设有两个定位销和多个压紧气缸,压紧气缸由电磁阀组控制,传感器连接电磁阀组。
8、本实用新型与现有技术相比具有以下优点:
9、本实用新型用标准产品组合实现非标设备功能,设备结构简单、坚固实用、安全可靠、使用寿命长;本实用新型根据现场布局进行合理排布,将m10与m12压铆螺母集成在一台压铆机上,节约了人力;本实用新型实现了大铸件产品的自动装配配件,安装位置精准,生产效率高。
技术特征:
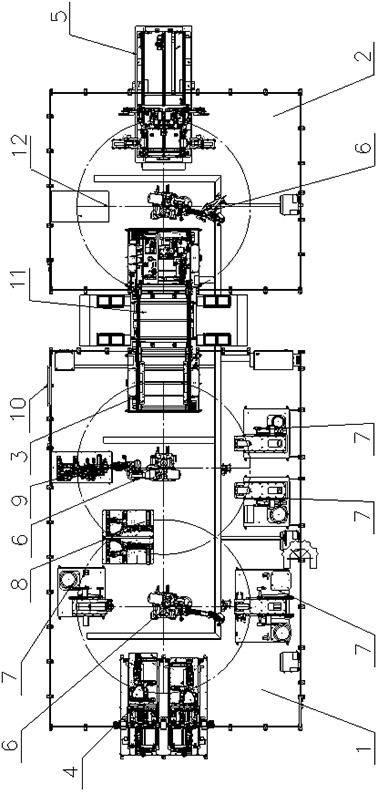
1.一种新能源汽车大铸件产品的自动装配线,包括第一工作台(1)和第二工作台(2),其特征在于:所述第一工作台(1)与第二工作台(2)之间通过中间料道(3)连接,所述第一工作台(1)的上料端设有上料移栽平台(4),所述第二工作台(2)的下料端设有下料移栽平台(5),所述第一工作台(1)上设有多个机器人(6)、多个压铆机(7)、一个缓存台(8)和一个工件抓手(9),工件抓手(9)的端部与其中一个机器人(6)连接,所述第二工作台(2)上设有一个机器人(6)和ng料道(12)。
2.根据权利要求1所述一种新能源汽车大铸件产品的自动装配线,其特征在于:所述第一工作台(1)的作业区域采用安全围栏(10)与外侧隔离。
3.根据权利要求1所述一种新能源汽车大铸件产品的自动装配线,其特征在于:所述中间料道(3)中设有倍速链结构(11)。
4.根据权利要求1所述一种新能源汽车大铸件产品的自动装配线,其特征在于:所述压铆机(7)包括焊接桌架(7-1),所述焊接桌架(7-1)上设有两个振动盘(7-2),两个振动盘(7-2)均连接上料组件(7-6),两个振动盘(7-2)的中间上方设有伺服压机(7-3),伺服压机(7-3)带动上压头(7-4),上压头(7-4)上带有吸铁石,上压头(7-4)下方设有两个圆销定位装置(7-5),两个圆销定位装置(7-5)均置于移栽机构(7-7)上,移栽机构(7-7)固定在焊接桌架(7-1)上。
5.根据权利要求4所述一种新能源汽车大铸件产品的自动装配线,其特征在于:移栽机构(7-7)包括直线导轨(7-7-1),直线导轨(7-7-1)固定在焊接桌架(7-1)上,直线导轨(7-7-1)上设有移动滑块(7-7-2),移动滑块(7-7-2)上设有两个圆销定位装置,直线导轨(7-7-1)旁设有气缸(7-7-3),气缸(7-7-3)的一端固定在焊接桌架(7-1)上,另一端固定在移动滑块(7-7-2)上,直线导轨(7-7-1)的两端设有限位装置(7-7-4)。
6.根据权利要求1所述一种新能源汽车大铸件产品的自动装配线,其特征在于:工件抓手(9)包括抓手本体(9-1),所述抓手本体(9-1)上设有两个定位销(9-2)和多个压紧气缸(9-3),压紧气缸(9-3)由电磁阀组(9-4)控制,传感器(9-5)连接电磁阀组(9-4)。
技术总结
本技术涉及一种新能源汽车大铸件产品的自动装配线,包括第一工作台和第二工作台,第一工作台与第二工作台之间通过中间料道连接,第一工作台的上料端设有上料移栽平台,第二工作台的下料端设有下料移栽平台,第一工作台上设有多个机器人、多个压铆机、一个缓存台和一个工件抓手,工件抓手的端部与其中一个机器人连接,第二工作台上设有一个机器人。本技术用标准产品组合实现非标设备功能,设备结构简单、坚固实用、安全可靠、使用寿命长;本技术根据现场布局进行合理排布,将M10与M12压铆螺母集成在一台压铆机上,节约了人力;本技术实现了大铸件产品的自动装配配件,安装位置精准,生产效率高。
技术研发人员:易曼丽,季陆,许跃兴
受保护的技术使用者:雄邦压铸(南通)有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!