一种高强度螺栓尾部冷镦模具的制作方法
本技术属于螺栓加工,具体涉及一种高强度螺栓尾部冷镦模具。
背景技术:
1、螺栓是由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,通常用于建筑、装修以及施工等领域中,在实际生产、生活中,为适应不同环境以及不同紧固要求的情况下,通常会用到一些异型螺栓,异型螺栓保留了螺栓的基体特征,只是对局部结构、形状进行了相应的改进,从而实现特定的功能。
2、如图1所示的异型螺栓9包括螺帽90、螺板91、螺底柱92、螺中柱93、螺顶柱94、第一连块95、第二连块96和锁止块97。螺帽90一体连接在螺板91的一侧,螺帽90呈正六边形,且其内部开设有内六边螺槽,方便在后续使用时旋拧螺帽90;而螺板91可以起到垫片的作用,通过提高与被锁止面的接触面积,从而减小压力,防止螺栓9发生松动;螺底柱92一体连接在螺板91远离螺帽90的一侧,螺中柱93一体连接在螺底柱92远离螺板91的一侧,螺顶柱94一体连接在螺中柱93远离螺底柱92的一侧,螺底柱92、螺中柱93和螺顶柱94形成直径渐缩的阶梯型。第一连块95连接螺底柱92和螺中柱93,在后续使用螺栓9时,倾斜设置的第一连块95方便大直径的螺底柱92旋拧入锁止面内,第一连块95起到导向的作用。第二连块96连接螺中柱93和螺顶柱94,在后续使用螺栓9时,倾斜设置的第二连块96方便较大直径的螺中柱93旋拧入锁止面内,第二连块96也起到导向的作用。锁止块97一体连接在螺顶柱94的外侧,锁止块97的直径介于螺中柱93和螺顶柱94的直径之间,螺底柱92、螺中柱93和锁止块97的外侧设有外螺纹,而螺顶柱94则是光杆,这样在旋拧锁止面时,螺顶柱94外周面上的空间可以用于最初旋拧时的排屑,更重要的是当整个螺栓9旋拧完成之后,锁止面的内部会嵌入小直径的螺顶柱94的外侧,在大直径锁止块97的卡合作用以及螺纹的咬合作用下,螺栓9整体固定的更加牢固,不会因为螺纹的松动而发生脱落。
3、图8为图1所示的异型螺栓的半成品胚料,现有技术是通过车床工艺在螺栓9的尾部车出螺顶柱94和锁止块97,在实际车床工艺中,为避免车刀崩裂,因此通常会控制较小的进刀量,这样一来便延长了螺栓的加工时间,螺栓加工效率低;车刀持续车掉螺栓上的金属胚料时,会逐渐增大螺栓内部的应力,导致螺栓性能不稳定,强度低,而且车掉金属胚料还会造成成本的浪费。
技术实现思路
1、本实用新型目的是为了克服现有技术中螺栓加工效率低以及螺栓成品稳定性低、强度低的问题,而提供一种高强度螺栓尾部冷镦模具。
2、为达到上述目的,本实用新型采用的技术方案是:一种高强度螺栓尾部冷镦模具,它包括:
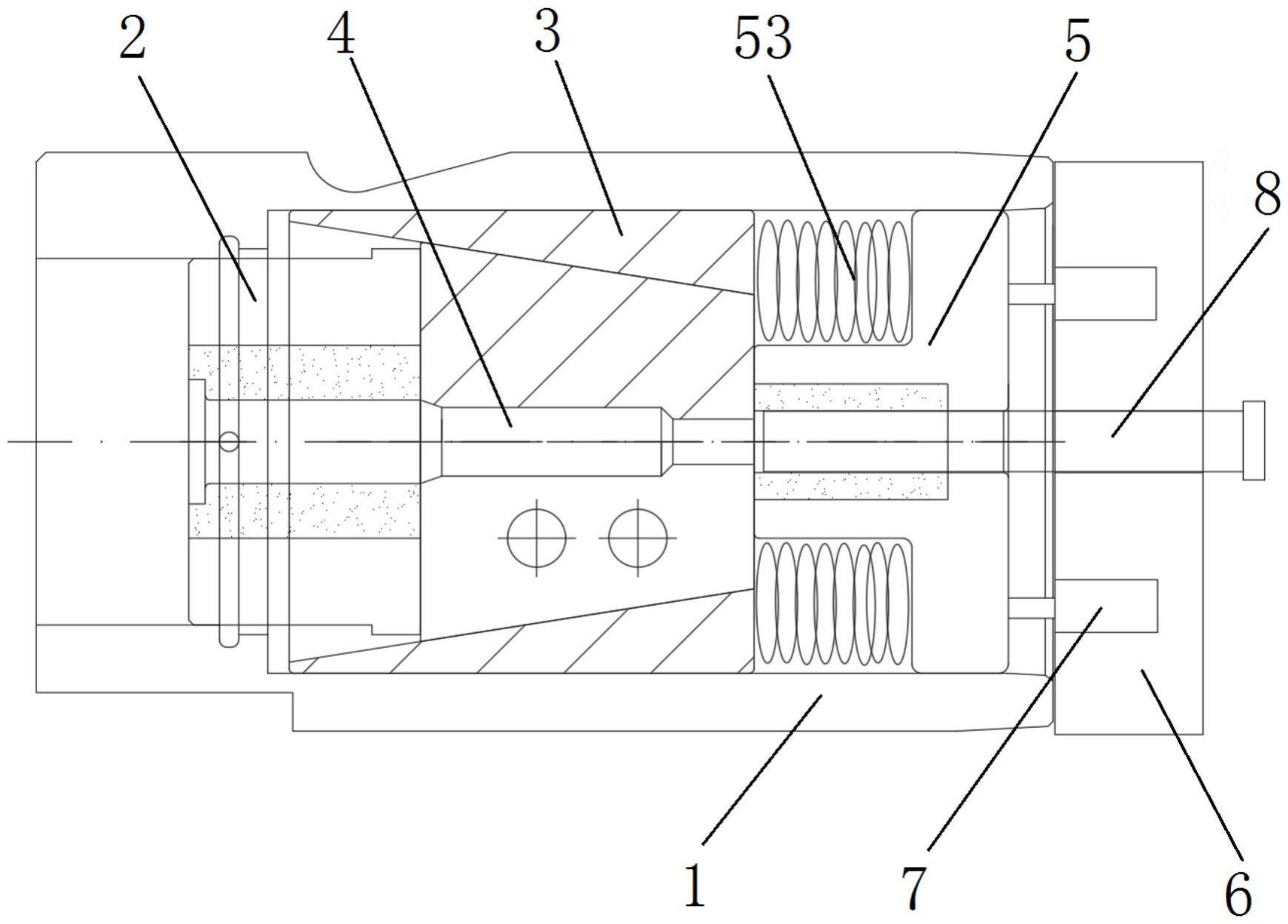
3、定模,所述定模包括定模筒以及开设在所述定模筒内的模腔和移动腔;
4、压板,所述压板包括可移动地设置在移动腔内的压板本体以及开设在所述压板本体内且相互连通的螺板槽和螺底柱槽,所述压板本体的直径等于移动腔的直径,所述螺板槽与螺板相配合,所述螺底柱槽与螺底柱相配合;
5、成型模,所述成型模包括可移动地设置在模腔内的成型筒以及开设在所述成型筒内且直径渐缩的成型腔;
6、斜销,所述斜销置于成型腔内,且由圆周设置的多组斜销片组成,所述斜销片内侧开设有依次相连的第一半连槽、半螺中柱槽、第二半连槽和半螺顶柱槽,所述第一半连槽与第一连块相配合,所述半螺中柱槽与螺中柱相配合,所述第二半连槽与第二连块相配合,所述半螺顶柱槽与螺顶柱相配合;
7、顶板,所述顶板可移动地设置在模腔远离移动腔的一侧,所述顶板上开设有顶杆槽,所述顶杆槽等于锁止块的直径;
8、顶杆,所述顶杆可移动地穿设在顶杆槽内,所述顶杆的直径等于顶杆槽的直径。
9、优化地,它还包括固定在所述定模筒一侧的固定板以及圆周设置在所述固定板内且抵设在顶板上的氮气弹簧,所述顶杆贯穿所述固定板。
10、优化地,所述定模还包括开设在所述定模筒内且相互连通的卡槽和排气腔以及贯穿所述定模筒且与排气腔相连的外排气孔,所述卡槽与模腔相连,所述排气腔与移动腔相连。
11、优化地,所述压板还包括一体连接在所述压板本体外侧壁上的卡块,所述卡块的直径等于卡槽的直径。
12、优化地,所述成型腔具有一大端面和一小端面,所述大端面靠近移动腔。
13、优化地,所述相邻两块斜销的接触面上开设有导向孔。
14、优化地,所述顶板包括设置在所述模腔远离移动腔一侧的挡板、一体连接在所述挡板靠近成型模一侧的套板以及套设在所述套板上的弹簧,所述顶杆槽贯穿套板和挡板。
15、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
16、本实用新型高强度螺栓尾部冷镦模具将待冷镦的半成品螺栓胚料放置在压板的中部槽内,由外部的动模推动半成品螺栓胚料和压板,进而带动斜销片在成型模内向右移动聚拢,在顶杆槽和顶杆的作用下,冷镦制成半成品螺栓的端部,合模过程中排气腔和外排气孔的设置,用以排出腔内的空气,确保冷镦填充的更加饱满;在弹簧和氮气弹簧的作用下,将顶板、成型模和斜销推回原位,圆周组成斜销的多组斜销片向外散开,在顶杆的作用下,将冷镦成型后的螺栓顶出,与现有的车床加工工艺相比,螺栓尾部的加工效率更高,节省了加工时间,有效地降低了成本;而且螺栓尾部与螺栓一体成型,内部应力小,螺栓的强度更高,螺栓的稳定性能更好。
技术特征:
1.一种高强度螺栓尾部冷镦模具,所述螺栓(9)包括螺板(91)、一体连接在所述螺板(91)一侧的螺帽(90)、依次连接在所述螺板(91)另一侧且直径渐缩的螺底柱(92)、螺中柱(93)和螺顶柱(94)、连接所述螺底柱(92)和螺中柱(93)的第一连块(95)、连接所述螺中柱(93)和螺顶柱(94)的第二连块(96)以及一体连接在所述螺顶柱(94)一侧的锁止块(97),其特征在于,它包括:
2.根据权利要求1所述的一种高强度螺栓尾部冷镦模具,其特征在于:它还包括固定在所述定模筒(10)一侧的固定板(6)以及圆周设置在所述固定板(6)内且抵设在顶板(5)上的氮气弹簧(7),所述顶杆(8)贯穿所述固定板(6)。
3.根据权利要求1所述的一种高强度螺栓尾部冷镦模具,其特征在于:所述定模(1)还包括开设在所述定模筒(10)内且相互连通的卡槽(12)和排气腔(13)以及贯穿所述定模筒(10)且与排气腔(13)相连的外排气孔(14),所述卡槽(12)与模腔(11)相连,所述排气腔(13)与移动腔(15)相连。
4.根据权利要求3所述的一种高强度螺栓尾部冷镦模具,其特征在于:所述压板(2)还包括一体连接在所述压板本体(20)外侧壁上的卡块(21),所述卡块(21)的直径等于卡槽(12)的直径。
5.根据权利要求1所述的一种高强度螺栓尾部冷镦模具,其特征在于:所述成型腔(31)具有一大端面(32)和一小端面(33),所述大端面(32)靠近移动腔(15)。
6.根据权利要求1所述的一种高强度螺栓尾部冷镦模具,其特征在于:所述相邻两块斜销片(41)的接触面上开设有导向孔(46)。
7.根据权利要求1所述的一种高强度螺栓尾部冷镦模具,其特征在于:所述顶板(5)包括设置在所述模腔(11)远离移动腔(15)一侧的挡板(51)、一体连接在所述挡板(51)靠近成型模(3)一侧的套板(52)以及套设在所述套板(52)上的弹簧(53),所述顶杆槽(54)贯穿套板(52)和挡板(51)。
技术总结
本技术涉及一种高强度螺栓尾部冷镦模具,它包括:定模,所述定模包括定模筒以及开设在所述定模筒内的模腔和移动腔;压板,所述压板包括可移动地设置在移动腔内的压板本体以及开设在所述压板本体内且相互连通的螺板槽和螺底柱槽,所述压板本体的直径等于移动腔的直径,所述螺板槽与螺板相配合,所述螺底柱槽与螺底柱相配合;成型模,所述成型模包括可移动地设置在模腔内的成型筒以及开设在所述成型筒内且直径渐缩的成型腔。本技术高强度螺栓尾部冷镦模具与现有的车床加工工艺相比,螺栓尾部的加工效率更高,节省了加工时间,有效地降低了成本;而且螺栓尾部与螺栓一体成型,内部应力小,螺栓的强度更高,螺栓的稳定性能更好。
技术研发人员:饶陈伟,陈国龙,孙菲,李金凤
受保护的技术使用者:苏州新凌高强度紧固件有限公司
技术研发日:20221214
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!