一种小通道翅片冲压过程的材料辅助支撑结构的制作方法
本申请属于航空小通道翅片零件钣金冲压成形工艺,尤其涉及一种小通道翅片冲压过程的材料辅助支撑结构。
背景技术:
1、小通道换热器,具有小型化、高功重比、高热负荷、高响应和高可靠性等特点,是机载散热设备发展的必然趋势。紧凑板翅式换热器芯体结构主要由翅片、隔板、封条和侧板层层叠加,通过钎焊等方式焊接而成,其中翅片主要通过冲压成形。目前国内航空领域板翅式换热器的通道当量直径通常大于1.4mm,而本发明面对的小通道翅片,其当量直径≤0.8mm,相较于普通翅片,具有节距小、相对高度高的特点,给加工过程带来了很大困难。
2、翅片在二次冲压的过程中,下模脱开并位移,此时翅片应挂在上模冲片上保持不动,以便接下来下模顺利合模。但小通道翅片节距小,单位长度内波数更多,使得整体结构更柔软,当缺乏下模支撑时,翅片容易下落,脱出上模冲片,从而导致下模合模时翅片错位,造成卡料,进而损坏模具。
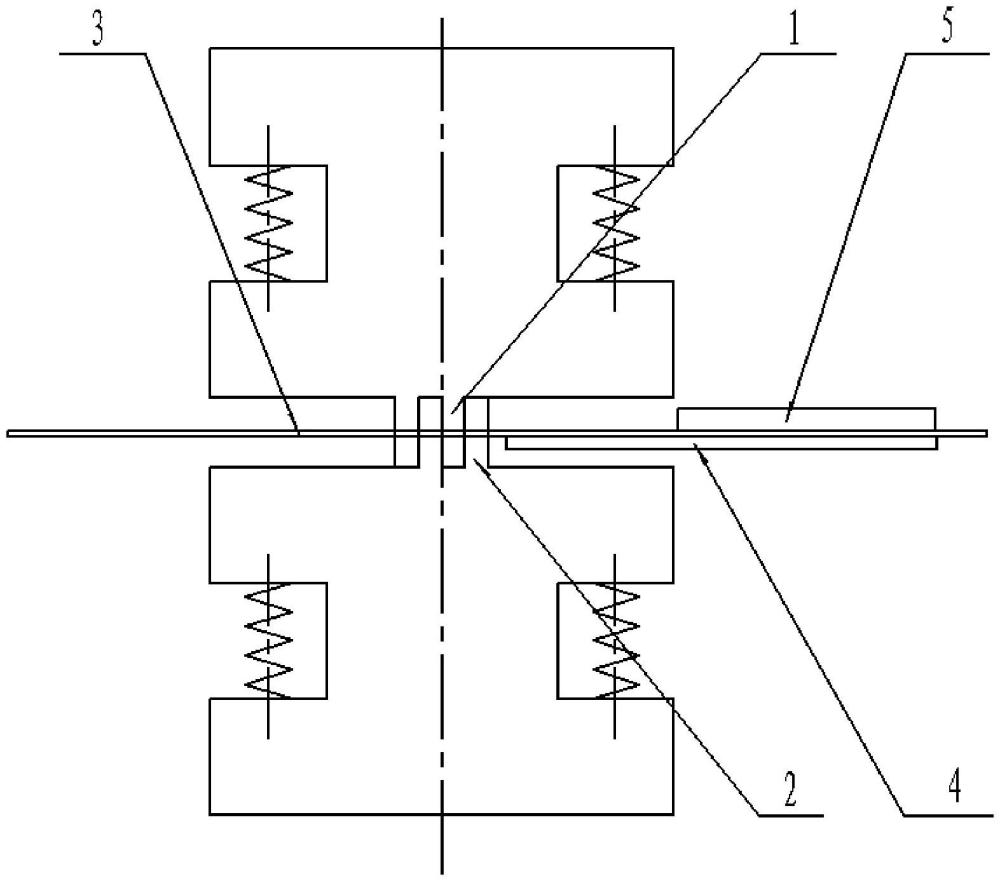
3、在送料过程中,上模脱开,下模冲片带动翅片前进。翅片自身容易受润滑油的影响粘在上模,加上小通道翅片高度较低,更容易跳出冲片,导致送料不到位,在下一次合模时产生卡料现象。脱模示意图见图2。
4、为了解决小通道翅片冲压过程中,由于翅片脱模不受控,导致卡料、模具冲片断裂等失效事故,需要一种能辅助带材送料、支撑零件不脱模的模具配套结构。
技术实现思路
1、本申请提供一种小通道翅片冲压过程的带材辅助支撑结构,通过在带材下方放置一个端部伸出至距冲片约3-8mm的刚性托料板结构支撑材料,并在带材上方放置一个规格自重合理的压料板防止翅片脱出上模。二者共同作用规范材料位置,防止上下模运动过程中材料下落或跳出的问题,减小了卡料风险。
2、本申请提供了一种小通道翅片冲压过程的材料辅助支撑结构,包括:
3、托料板,设置在冲床托料平台上;其中,在冲压过程中,所述托料板位于所述带材的下方,所述托料板用于防止带材下落;所述冲床托料平台包括导向块;
4、压料板,设置在所述导向块上;其中,在冲压过程中,所述压料板位于所述带材的上方,所述压料板用于压住所述带材,防止所述带材被上模上行过程中带起。
5、优选地,所述托料板的宽度小于等于所述带材的宽度,所述托料板的一端伸入冲压区域,且与模具冲片之间的距离为3-8mm。
6、优选地,所述托料板为l型结构,所述托料板包括托料部和限位部;其中,所述托料部的下表面与所述冲床托料平台的表面贴合,所述限位部的一面与所述冲床托料平台的侧面贴合。
7、优选地,所述导向块设置在所述带材的两侧,所述导向块上设置有凹槽,所述压料板包括凸部,所述凸部与所述凹槽匹配,所述凸部能够容纳在所述凹槽内。
8、优选地,所述压料板还包括压料部,所述凸部设置在所述压料部的两侧,所述压料部用于压住所述带材,防止所述带材被上模上行过程中带起;其中,所述压料部的宽度大于等于所述带材的宽度。
9、优选地,所述压料板的厚度为0.8-1.5mm;所述托料板的厚度为0.4-0.6mm。
10、本申请的有益技术效果:
11、本实用新型通过在传统翅片冲压模具机构中安装托料板4、压料板5,起到辅助送料、规范带材3位置,解决冲压过程中翅片脱模不受控的问题,避免了冲压工艺中由于材料脱模导致的卡料、模具冲片断裂等失效事故。
技术特征:
1.一种小通道翅片冲压过程的材料辅助支撑结构,其特征在于,包括:
2.根据权利要求1所述的小通道翅片冲压过程的材料辅助支撑结构,其特征在于,所述托料板的宽度小于等于所述带材的宽度,所述托料板的一端伸入冲压区域,且与模具冲片之间的距离为3-8mm。
3.根据权利要求2所述的小通道翅片冲压过程的材料辅助支撑结构,其特征在于,所述托料板为l型结构,所述托料板包括托料部和限位部;其中,所述托料部的下表面与所述冲床托料平台的表面贴合,所述限位部的一面与所述冲床托料平台的侧面贴合。
4.根据权利要求1所述的小通道翅片冲压过程的材料辅助支撑结构,其特征在于,所述导向块设置在所述带材的两侧,所述导向块上设置有凹槽,所述压料板包括凸部,所述凸部与所述凹槽匹配,所述凸部能够容纳在所述凹槽内。
5.根据权利要求4所述的小通道翅片冲压过程的材料辅助支撑结构,其特征在于,所述压料板还包括压料部,所述凸部设置在所述压料部的两侧,所述压料部用于压住所述带材,防止所述带材被上模上行过程中带起;其中,所述压料部的宽度大于等于所述带材的宽度。
6.根据权利要求1所述的小通道翅片冲压过程的材料辅助支撑结构,其特征在于,所述压料板的厚度为0.8-1.5mm;所述托料板的厚度为0.4-0.6mm。
技术总结
本申请提供了一种小通道翅片冲压过程的材料辅助支撑结构,包括:托料板,设置在冲床托料平台上;其中,在冲压过程中,所述托料板位于所述带材的下方,所述托料板用于防止带材下落;所述冲床托料平台包括导向块;压料板,设置在所述导向块上;其中,在冲压过程中,所述压料板位于所述带材的上方,所述压料板用于压住所述带材,防止所述带材被上模上行过程中带起,解决冲压过程中翅片脱模不受控的问题,避免了冲压工艺中由于材料脱模导致的卡料、模具冲片断裂等失效事故;本申请可推广至各类冲压成形过程中需要初步规范材料位置,避免脱模失效的生产流程中,结构简单,效果明显,不改变原有模具结构。
技术研发人员:马锦涛,张新文,黄颖
受保护的技术使用者:中国航空工业集团公司金城南京机电液压工程研究中心
技术研发日:20221214
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!