一种冲压片埋入滑块式冲压模具的制作方法
本申请属于冲压模具设备领域,特别涉及一种冲压片埋入滑块式冲压模具。
背景技术:
1、冲压是一种金属冷变形加工方法,冲压加工是借助于常规或专用冲压设备的动力,使板料在模具里直接受到变形力并进行变形,从而获得一定形状、尺寸的产品。
2、目前,用于金属片制备的冲压模具虽然种类和数量非常多,但现有的金属片制备冲压加工模具仍存在问题:在滑块上需埋入冲压金属片的模具中,由于冲压金属片通常存在0.10mm的尺寸波动问题,常规滑块结构通常滑块合模一次到位,埋入冲压金属片的槽在冲压金属片埋入时和模具合模后不会变化,导致埋入困难;即:在冲压金属片外形尺寸上限时,容易导入冲压金属片埋入困难;在冲压金属片外形尺寸下限时,容易导致产生溢料,进而存在难以稳定生产的缺陷。
3、因此,目前亟需一种能够解决因冲压金属片尺寸波动,导致埋入困难或溢料的冲压模具。
技术实现思路
1、申请目的:为了克服以上不足,本申请的目的是提供一种冲压片埋入滑块式冲压模具,其应用灵活,设计合理,易于生产,能够解决因冲压金属片尺寸波动,导致的埋入困难或溢料问题,进而能够包容一定公差范围内的冲压金属片,稳定量产。
2、为解决上述技术问题,本申请提供了一种冲压片埋入滑块式冲压模具,包括:
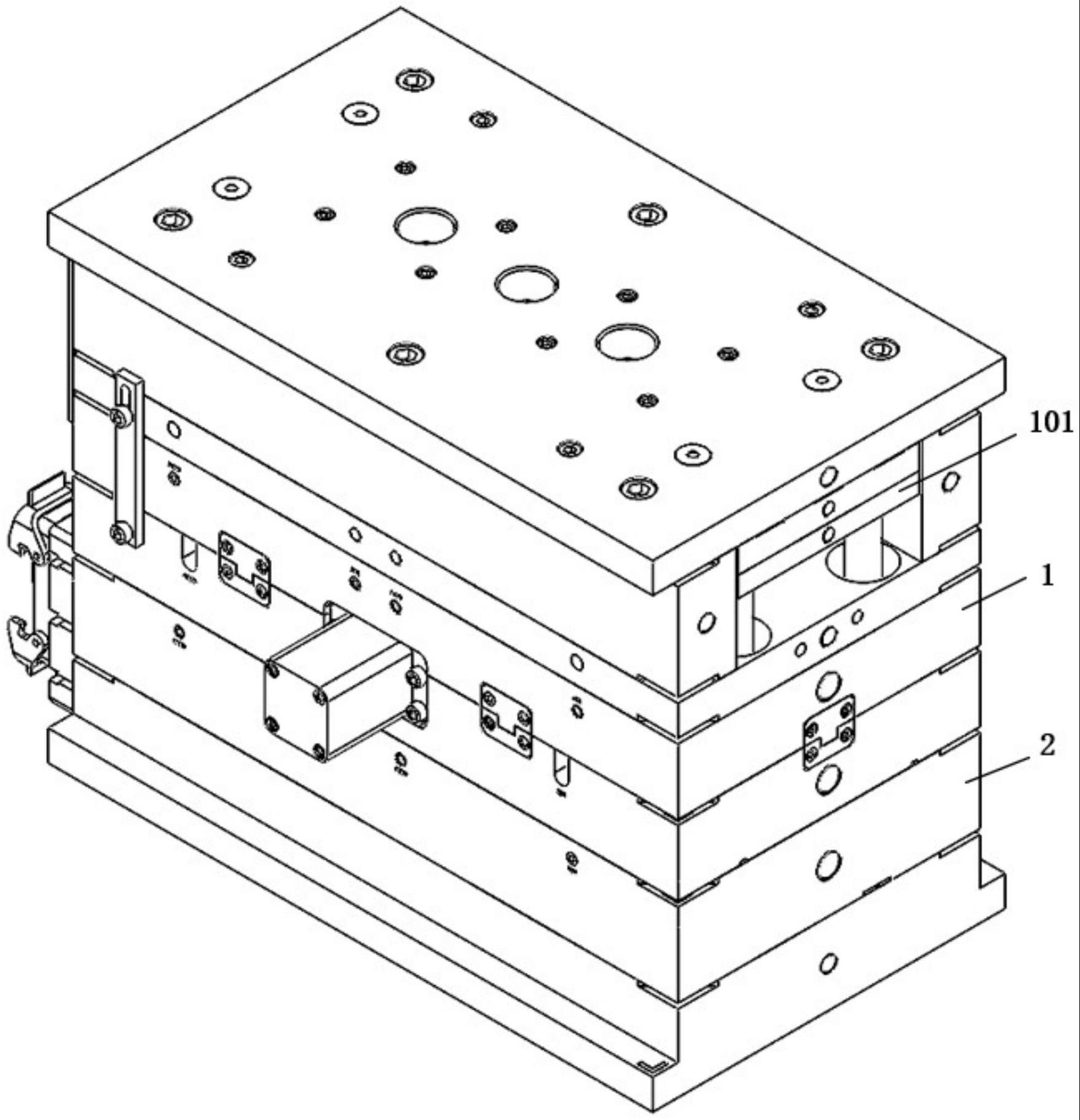
3、上模组件,包括上模座、冲压件、固定镶件,所述上模座设有冲压工位,所述冲压件、固定镶件安装于冲压工位,且固定镶件压触端沿高度方向突出于上模座;
4、下模组件,包括下模座、驱动单元、滑块件、活动镶件、弹簧件,所述下模座设有推送工位,所述驱动单元安装于推送工位,所述滑块件与驱动单元的驱动端相连接,且滑块件之间形成活动工位、活动间隙、加工工位,所述加工工位置放有待冲压产品;所述活动镶件置放于活动工位内,所述弹簧件的两端分别与活动镶件、下模座相连接。
5、通过采用上述技术方案,利用固定活动镶件、滑块件之间的配合,形成带有设定公差范围的活动间隙,进而在合模时,利用固定件推动活动镶件收缩,缩小活动工位尺寸,再利用滑块件将待加工产品固定,以此,解决因冲压片尺寸波动,导致的埋入困难或溢料问题,能够包容设定公差范围内的冲压片,进而能够稳定量产。
6、作为本申请的一种优选方式,所述固定镶件与活动镶件的中心点位于同一中心延长线。
7、作为本申请的一种优选方式,滑块件第一推送端设有第一斜面,活动镶件伸缩端设有第二斜面,所述第二斜面与第一斜面贴合。
8、作为本申请的一种优选方式,所述活动镶件伸缩端宽度尺寸与活动工位宽度尺寸、活动间隙尺寸相同。
9、作为本申请的一种优选方式,所述上模组件还包括推送件,所述推送件安装于冲压工位的两侧,且推送件推送端沿高度方向突出于固定镶件。
10、作为本申请的一种优选方式,滑块件第二推送端设有第三斜面,且所述滑块件与推送工位之间形成滑动槽;所述推送件推送端设有第四斜面,在推送件推送端插入于滑动槽时,所述第四斜面与第三斜面贴合。
11、作为本申请的一种优选方式,所述推送件与滑块件的中心点位于同一中心延长线。
12、通过采用上述技术方案,能够增加滑块件的推送面积,进而增加滑块件向加工工位方向运动的稳定性,且使得滑块件能够均匀受力,防止受力不均匀造成待加工产品损坏。
13、作为本申请的一种优选方式,所述滑块件还设有产品置放槽,所述产品置放槽置放有待冲压产品。
14、作为本申请的一种优选方式,所述下模组件还包括限位件,所述限位件安装于滑块件上,且所述限位件的一端与滑块件相连接,所述限位件的另一端至少部分插入于产品置放槽内。
15、本申请的上述技术方案相比现有技术具有以下优点:
16、1、本申请所述的一种冲压片埋入滑块式冲压模具,能够解决因冲压片尺寸波动,导致的埋入困难或溢料问题,能够包容设定公差范围内的冲压片,进而能够稳定量产;
17、2、能够增加滑块件的推送面积,进而增加滑块件向加工工位方向运动的稳定性,且使得滑块件能够均匀受力,防止受力不均匀造成待加工产品损坏。
技术特征:
1.一种冲压片埋入滑块式冲压模具,其特征在于,包括:
2.根据权利要求1所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述固定镶件(12)与活动镶件(23)的中心点位于同一中心延长线。
3.根据权利要求1所述的一种冲压片埋入滑块式冲压模具,其特征在于,滑块件(22)第一推送端设有第一斜面(226),活动镶件伸缩端(230)设有第二斜面(231),所述第二斜面(231)与第一斜面(226)贴合。
4.根据权利要求3所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述活动镶件伸缩端(230)宽度尺寸与活动工位(25)宽度尺寸、活动间隙(26)尺寸相同。
5.根据权利要求1所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述上模组件(1)还包括推送件(13),所述推送件(13)安装于冲压工位(100)的两侧,且推送件(13)推送端沿高度方向突出于固定镶件(12)。
6.根据权利要求5所述的一种冲压片埋入滑块式冲压模具,其特征在于,滑块件(22)第二推送端设有第三斜面(227),且所述滑块件(22)与推送工位(200)之间形成滑动槽(29);所述推送件(13)推送端设有第四斜面(131),在推送件(13)推送端插入于滑动槽(29)时,所述第四斜面(131)与第三斜面(227)贴合。
7.根据权利要求5所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述推送件(13)与滑块件(22)的中心点位于同一中心延长线。
8.根据权利要求1所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述滑块件(22)还设有产品置放槽,所述产品置放槽置放有待冲压产品(3)。
9.根据权利要求8所述的一种冲压片埋入滑块式冲压模具,其特征在于,所述下模组件(2)还包括限位件(28),所述限位件(28)安装于滑块件(22)上,且所述限位件(28)的一端与滑块件(22)相连接,所述限位件(28)的另一端至少部分插入于产品置放槽内。
技术总结
本申请公开了一种冲压片埋入滑块式冲压模具,包括上模组件,包括上模座、冲压件、固定镶件,上模座设有冲压工位,冲压件、固定镶件安装于冲压工位,且固定镶件压触端沿高度方向突出于上模座;下模组件,包括下模座、驱动单元、滑块件、活动镶件、弹簧件,下模座设有推送工位,驱动单元安装于推送工位,滑块件与驱动单元的驱动端相连接,且滑块件之间形成活动工位、活动间隙、加工工位,加工工位置放有待冲压产品;活动镶件置放于活动工位内,弹簧件的两端分别与活动镶件、下模座相连接。本申请的冲压模具能够解决因冲压金属片尺寸波动,导致埋入困难或溢料。
技术研发人员:任黎明
受保护的技术使用者:昆山茂丰电气有限公司
技术研发日:20221215
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!