一种焊接治具的真空吸附工装的制作方法
本技术涉及焊接治具,具体为一种焊接治具的真空吸附工装。
背景技术:
1、焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术,是金属加工中常见的加工工艺,一般在焊接时,需要焊接治具对工件进行固定,并对准,方便焊接枪头对连接处进行焊接使用。
2、现有的焊接治具对工件的定位效果较差,导致焊接过程中人员可能需要进行二次调整,安全性较低,大大降低了实用性。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种焊接治具的真空吸附工装,以解决上述背景技术中提出的现有的焊接治具对工件的定位效果较差,导致焊接过程中人员可能需要进行二次调整,安全性较低,大大降低了实用性的问题。
3、(二)技术方案
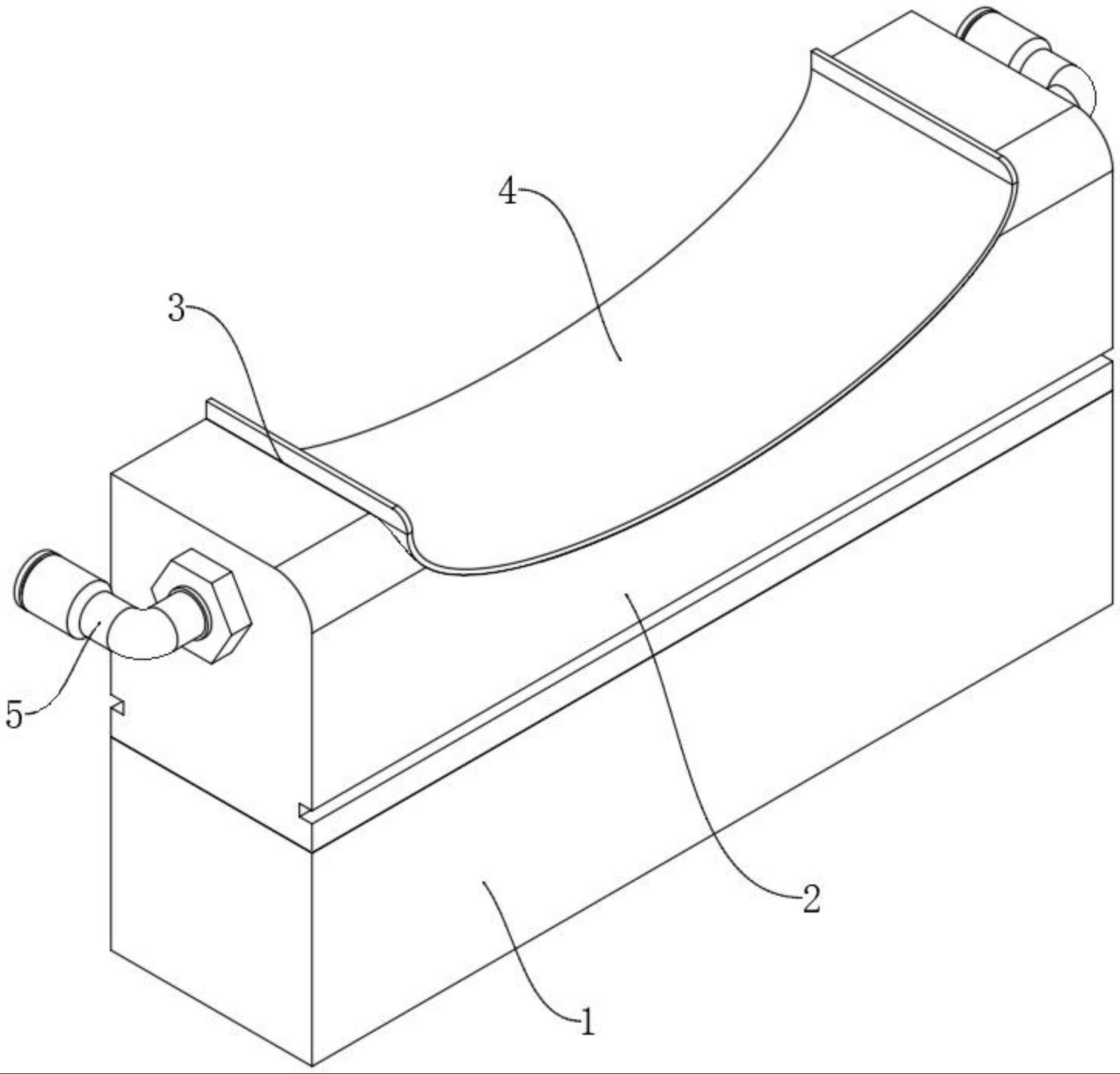
4、为实现上述目的,本实用新型提供如下技术方案:一种焊接治具的真空吸附工装,包括工装座,所述工装座的上端固定安装有吸附座,所述吸附座的上端设置有工件槽,所述工件槽中设置有焊接工件,所述工装座的边侧设置有第一连接管,所述工装座的后端设置有第二连接管,所述工件槽内侧的表面开设有吸附孔。
5、优选的,所述工件槽呈弧形结构设计,所述工件槽和焊接工件相互适配,方便对焊机工件的放置。
6、优选的,所述第一连接管关于工装座的竖直中心线对称设置有两个,利用第一连接管方便连接真空泵。
7、优选的,所述第二连接管设置有三个,所述吸附座的内侧开设有真空空腔,所述第一连接管、第二连接管均和真空空腔相互接通,所述真空空腔中设置有过滤网,利用多个连接管对真空泵进行连接,从而便于产生负压吸力,同时过滤网对吸附进入的杂质进行过滤,实现对真空泵的保护。
8、优选的,所述吸附孔呈等间距分布,所述吸附孔和真空空腔相互接通,方便的对焊机工件进行吸附,且多孔位吸附,增加稳定性,防止工件发生偏移,保证了焊接的品质,提高了实用性。
9、与现有技术相比,本实用新型提供了一种焊接治具的真空吸附工装,具备以下有益效果:
10、该焊接治具的真空吸附工装,利用多个连接管对真空泵进行连接,从而便于产生负压吸力,使得吸附孔对焊机工件的吸附,同时过滤网对吸附进入的杂质进行过滤,实现对真空泵的保护,且多孔位的吸附,防止工件发生偏移,保证了焊机的品质,在焊机时无需人工调整,提高了安全性。
技术特征:
1.一种焊接治具的真空吸附工装,包括工装座(1),其特征在于:所述工装座(1)的上端固定安装有吸附座(2),所述吸附座(2)的上端设置有工件槽(3),所述工件槽(3)中设置有焊接工件(4),所述工装座(1)的边侧设置有第一连接管(5),所述工装座(1)的后端设置有第二连接管(6),所述工件槽(3)内侧的表面开设有吸附孔(7)。
2.根据权利要求1所述的一种焊接治具的真空吸附工装,其特征在于:所述工件槽(3)呈弧形结构设计,所述工件槽(3)和焊接工件(4)相互适配。
3.根据权利要求1所述的一种焊接治具的真空吸附工装,其特征在于:所述第一连接管(5)关于工装座(1)的竖直中心线对称设置有两个。
4.根据权利要求1所述的一种焊接治具的真空吸附工装,其特征在于:所述第二连接管(6)设置有三个,所述吸附座(2)的内侧开设有真空空腔(61),所述第一连接管(5)、第二连接管(6)均和真空空腔(61)相互接通,所述真空空腔(61)中设置有过滤网。
5.根据权利要求4所述的一种焊接治具的真空吸附工装,其特征在于:所述吸附孔(7)呈等间距分布,所述吸附孔(7)和真空空腔(61)相互接通。
技术总结
本技术涉及焊接治具技术领域,且公开了一种焊接治具的真空吸附工装,包括工装座,所述工装座的上端固定安装有吸附座,所述吸附座的上端设置有工件槽,所述工件槽中设置有焊接工件,所述工装座的边侧设置有第一连接管,所述工装座的后端设置有第二连接管,所述工件槽内侧的表面开设有吸附孔。该焊接治具的真空吸附工装,利用多个连接管对真空泵进行连接,从而便于产生负压吸力,使得吸附孔对焊机工件的吸附,同时过滤网对吸附进入的杂质进行过滤,实现对真空泵的保护,且多孔位的吸附,防止工件发生偏移,保证了焊机的品质,在焊机时无需人工调整,提高了安全性。
技术研发人员:王伟,冯建晓,王磊,李聪龙,胡啸,马君,章正信,赵健,汪琴
受保护的技术使用者:昆山晶业汽车配件有限公司
技术研发日:20221215
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!