一种金属制品加工用冷锻冲压治具的制作方法
本技术涉及金属加工,具体为一种金属制品加工用冷锻冲压治具。
背景技术:
1、冷锻造工艺是常温下利用塑性的金属材料在超高压状态下的蠕变原理进行加工生产,冷锻造工艺锻造的产品精度高,后续机械切削工作量小,而且相对与传统的高温锻造具有经济、节能、降耗、环保等优点。但是冷锻造工艺对于模具的要求很高,在生产金属防护罩时,一般采用热锻成型的方式制作,而热锻成型后还需要切边、打孔等操作,导致生产效率低,产品质量差,针对上述问题,发明人提出一种金属制品加工用冷锻冲压治具用于解决上述问题。
技术实现思路
1、为了解决热锻成型的方式生产效率低和产品质量差的问题;本实用新型的目的在于提供一种金属制品加工用冷锻冲压治具。
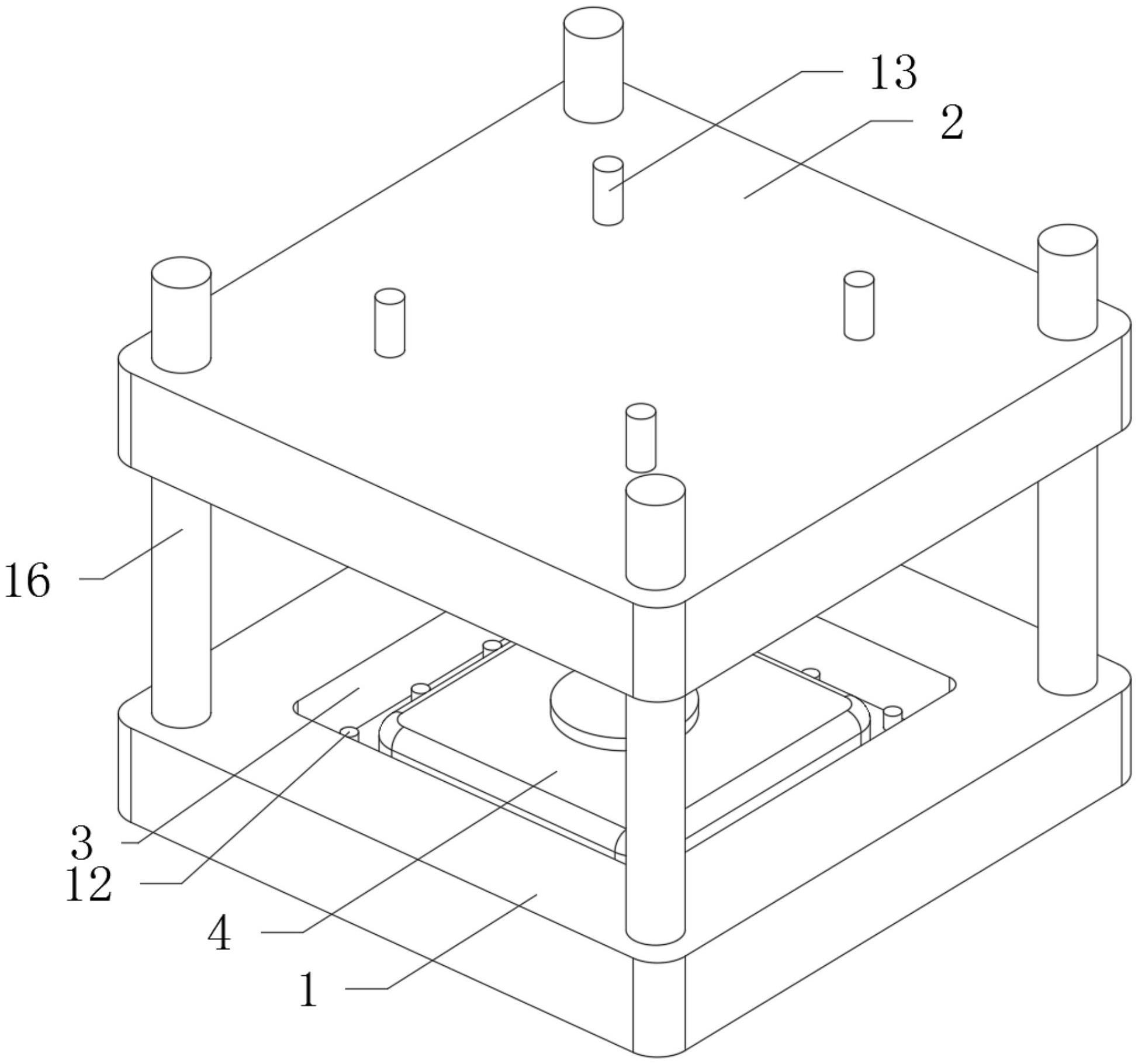
2、为解决上述技术问题,本实用新型采用如下技术方案:包括定模座和动模座,所述动模座位于定模座的上方,所述定模座靠近动模座的一侧开设有成型腔,成型腔方便金属板材成型,所述成型腔的内部固定设有定模块;所述动模座靠近定模座的一侧开设有第一凹槽,所述第一凹槽的内部活动卡设有压模块,压模块与定模块配合可以将金属板材冲压成型,所述压模块与定模块对齐,所述压模块远离定模座的一侧固定设有呈矩形阵列分布的第一弹簧,第一弹簧可以使压模块快速复位,所述第一弹簧远离压模块的一端与第一凹槽的内壁固定连接,所述压模块远离定模座的一侧固定设有呈矩形阵列分布的定位杆,所述定位杆的一端活动贯穿第一弹簧和动模座,定位杆可以提高压模块移动的稳定性,所述压模块的高度大于第一凹槽的深度,所述压模块为空腔型结构,这样可以使侧压板与动模座保留间隙,从而方便冲切柱贯穿冲切孔。
3、优选地,所述定模块靠近压模块的一侧开设有第二凹槽,所述第二凹槽的内部活动卡设有顶出板,所述第二凹槽的内部固定设有呈环形阵列分布的第二弹簧,所述第二弹簧的一端与顶出板的一侧固定连接,第二弹簧通过弹力带动顶出板在第二凹槽内移动,使得顶出板将金属板材从定模块上顶出,这样就可以避免出现脱模较慢的情况,所述顶出板的一侧低于定模座靠近动模座的一侧,这样可以方便将金属板材放入成型腔内。
4、优选地,所述定模块的外侧固定设有侧板,所述侧板靠近动模座的一侧固定设有并排分布的冲切柱,侧板可以方便金属板材侧边成型,冲切柱可以方便切出安装孔,所述压模块的外侧固定设有侧压板,所述侧压板的外侧开设有呈并排分布的冲切孔,所述冲切孔与冲切柱配合使用,侧压板可以将金属板材压出侧边,冲切柱贯穿冲切孔方便对冲切出安装孔。
5、优选地,所述定模座靠近动模座的一侧固定设有呈矩形阵列分布的导向杆,所述导向杆的一端活动贯穿动模座,导向杆可以使动模座沿固定方向移动。
6、与现有技术相比,本实用新型的有益效果在于:
7、1、通过动模座移动,使得压模块和定模块配合将金属板材冲压成型,侧压板和侧板配合压出侧边,同时冲切柱贯穿冲切孔将侧边切出安装孔,这样就可以快速冷锻冲压成型,从而达到提高效率的目的;
8、2、通过第二弹簧弹力带动顶出板在第二凹槽内移动,使得顶出板将金属板材从定模块上顶出,这样就可以避免出现脱模较慢的情况,从而达快速脱模的目的。
技术特征:
1.一种金属制品加工用冷锻冲压治具,包括定模座(1)和动模座(2),其特征在于:所述动模座(2)位于定模座(1)的上方,所述定模座(1)靠近动模座(2)的一侧开设有成型腔(3),所述成型腔(3)的内部固定设有定模块(4);
2.如权利要求1所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述定模块(4)靠近压模块(6)的一侧开设有第二凹槽(8),所述第二凹槽(8)的内部活动卡设有顶出板(9),所述第二凹槽(8)的内部固定设有呈环形阵列分布的第二弹簧(10),所述第二弹簧(10)的一端与顶出板(9)的一侧固定连接。
3.如权利要求1所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述定模块(4)的外侧固定设有侧板(11),所述侧板(11)靠近动模座(2)的一侧固定设有并排分布的冲切柱(12)。
4.如权利要求1所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述压模块(6)远离定模座(1)的一侧固定设有呈矩形阵列分布的定位杆(13),所述定位杆(13)的一端活动贯穿第一弹簧(7)和动模座(2)。
5.如权利要求3所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述压模块(6)的外侧固定设有侧压板(14),所述侧压板(14)的外侧开设有呈并排分布的冲切孔(15),所述冲切孔(15)与冲切柱(12)配合使用。
6.如权利要求1所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述定模座(1)靠近动模座(2)的一侧固定设有呈矩形阵列分布的导向杆(16),所述导向杆(16)的一端活动贯穿动模座(2)。
7.如权利要求1所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述压模块(6)的高度大于第一凹槽(5)的深度,所述压模块(6)为空腔型结构。
8.如权利要求2所述的一种金属制品加工用冷锻冲压治具,其特征在于,所述顶出板(9)的一侧低于定模座(1)靠近动模座(2)的一侧。
技术总结
本技术公开了一种金属制品加工用冷锻冲压治具,涉及金属加工的技术领域;而本技术包括定模座和动模座,动模座的一侧开设有第一凹槽,第一凹槽的内部活动卡设有压模块,压模块与定模块对齐,压模块的一侧固定设有呈矩形阵列分布的第一弹簧,第一弹簧远离压模块的一端与第一凹槽的内壁固定连接;通过动模座移动,使得压模块和定模块配合将金属板材冲压成型,侧压板和侧板配合压出侧边,同时冲切柱贯穿冲切孔将侧边切出安装孔,这样就可以快速冷锻冲压成型,从而达到提高效率的目的;通过第二弹簧弹力带动顶出板在第二凹槽内移动,使得顶出板将金属板材从定模块上顶出,这样就可以避免出现脱模较慢的情况,从而达快速脱模的目的。
技术研发人员:陈凌芬
受保护的技术使用者:昆山恒百精工机械有限公司
技术研发日:20221216
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!