配电柜铜排打孔定位工装的制作方法
本技术涉及一种配电柜铜排加工,尤其是一种配电柜铜排打孔定位工装。
背景技术:
1、目前配电柜中的铜排打孔定位比较分散,同一个铜排在匹配不同型号和尺寸的柜体时,打孔的位置也会随之发生变化,不断替换工装又会增加成本,还会因工装尺寸精度问题影响打孔精度。
技术实现思路
1、针对现有技术中存在的不足,本实用新型提供一种配电柜铜排打孔定位工装,匹配不同的孔位,提高定位精度。本实用新型采用的技术方案是:
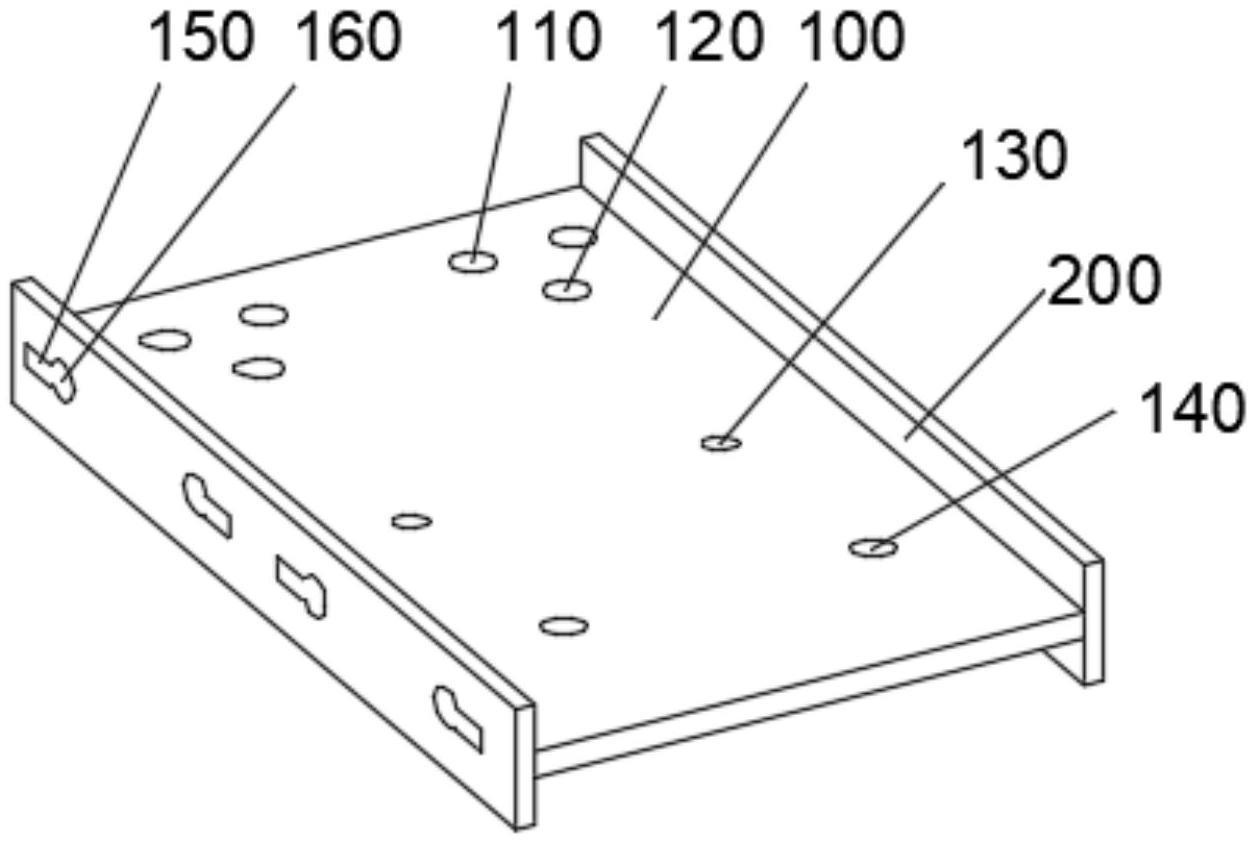
2、一种配电柜铜排打孔定位工装,包括定位面板和定位侧板,所述定位面板左右两侧分别设置一个定位侧板,且定位面板垂直于定位侧板,以使得定位面板上下两表面、两定位侧板之间分别形成定位空间;
3、所述定位面板上设有
4、四个第一定位孔,两两成对布置,两对所述第一定位孔相对于定位面板的中线对称;
5、两个第二定位孔,左右平行设置,每对第一定位孔圆心连线的中垂线上分别设置一个第二定位孔,且第二定位孔处于第一定位孔后侧;
6、两个第三定位孔,设置在第二定位孔的后侧;
7、两个第四定位孔,设置在第三定位孔的后侧,两个第四定位孔与两个第二定位孔连成一个矩形。
8、进一步地,所述第一定位孔的直径、第二定位孔的直径和第四定位孔的直径分别相等,所述第一定位孔的直径大于第三定位孔的直径。
9、进一步地,所述同一前后方向上的所述第二定位孔和所述第四定位孔之间的连线为第一纵向线,所述第三定位孔的圆心位于第一纵向线的左侧。
10、进一步地,所述定位面板上设置有至少一个定位部,所述定位侧板上设置有与定位部形状适配的定位槽,所述定位部设置在定位槽内。
11、进一步地,所述定位部包括
12、第一侧定位块,呈圆柱状向定位面板一侧延伸;
13、第二侧定位块,呈条状向定位面板一侧延伸,所述第二侧定位块连接于第一侧定位块的圆柱面。
14、进一步地,所述定位面板上下两侧的定位空间相等。
15、本实用新型的优点:
16、定位侧板卡在铜排两边,定位面板与铜排贴合,定位面板一端与铜排一端对齐即可完成定位,定位空间用于容纳铜排,定位简单方便,根据不同打孔位置的需要找到对应的定位孔进行标记或打孔即可,操作简单,工装成本低。
技术特征:
1.一种配电柜铜排打孔定位工装,其特征在于:包括定位面板(100)和定位侧板(200),所述定位面板(100)左右两侧分别设置一个定位侧板(200),且定位面板(100)垂直于定位侧板(200),以使得定位面板(100)上下两表面、两定位侧板(200)之间分别形成定位空间;
2.根据权利要求1所述的配电柜铜排打孔定位工装,其特征在于:所述第一定位孔(110)的直径、第二定位孔(120)的直径和第四定位孔(140)的直径分别相等,所述第一定位孔(110)的直径大于第三定位孔(130)的直径。
3.根据权利要求1所述的配电柜铜排打孔定位工装,其特征在于:同一前后方向上的所述第二定位孔(120)和所述第四定位孔(140)之间的连线为第一纵向线,所述第三定位孔(130)的圆心位于第一纵向线的左侧。
4.根据权利要求1-3中任一项所述的配电柜铜排打孔定位工装,其特征在于:所述定位面板(100)上设置有至少一个定位部,所述定位侧板(200)上设置有与定位部形状适配的定位槽,所述定位部设置在定位槽内。
5.根据权利要求4所述的配电柜铜排打孔定位工装,其特征在于:所述定位部包括
6.根据权利要求1所述的配电柜铜排打孔定位工装,其特征在于:所述定位面板(100)上下两侧的定位空间相等。
技术总结
本技术提供一种配电柜铜排打孔定位工装,包括定位面板和定位侧板,所述定位面板左右两侧分别设置一个定位侧板,且定位面板垂直于定位侧板,以使得定位面板上下两表面、两定位侧板之间分别形成定位空间;所述定位面板上设有四个第一定位孔、两个第二定位孔、两个第三定位孔、两个第四定位孔;两对所述第一定位孔相对于定位面板的中线对称;每对第一定位孔圆心连线的中垂线上分别设置一个第二定位孔,且第二定位孔处于第一定位孔后侧;两个第三定位孔,设置在第二定位孔的后侧;两个第四定位孔,设置在第三定位孔的后侧。本申请工装成本低适用范围广,操作简单,定位精度高。
技术研发人员:唐建红,黄琰卿
受保护的技术使用者:无锡协鸿电力科技有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!