一种紧固件用搓丝机搓丝装置的制作方法
本技术属于搓丝机,尤其涉及一种紧固件用搓丝机搓丝装置。
背景技术:
1、周知,搓丝机是一种专业生产螺丝的设备,包括自动搓丝机、平板搓丝机、半自动搓丝机、全自动搓丝机和高速搓丝机等,搓丝装置是一种利用金属塑性变形的办法滚出螺纹的设备。传统的技术方案虽然能够对搓丝距离进行调节,但在加工产生的碎屑,会非常容易粘附在搓丝机构上,后期需要人工定时清理,较易浪费人力和时间,目前,搓丝机的解决方式主要是通过振动的方式,将碎屑震落排出体外,该处理方式只能够在停机的过程中使用,如果在装置未停机的情况下进行作业时,那么由于振动的影响,搓丝机构的作业精度就会受到严重的影响,至此,只能够在停机前提下作业,该作业方式依然无法最大程度的节约时间,另外,加工完成的紧固件被排出体外无非有两种方式,一种是直接掉落,另一种是通过滑坡滚动排出,无论哪种方式,紧固件均需要从高处掉落到低处,进而就会造成螺栓之间的碰撞接触,该情况会非常容易出现碰伤凹陷的现象发生,需要后续的返工打磨,无法保障紧固件的安全生产。
2、因此,发明一种紧固件用搓丝机搓丝装置显得非常必要。
技术实现思路
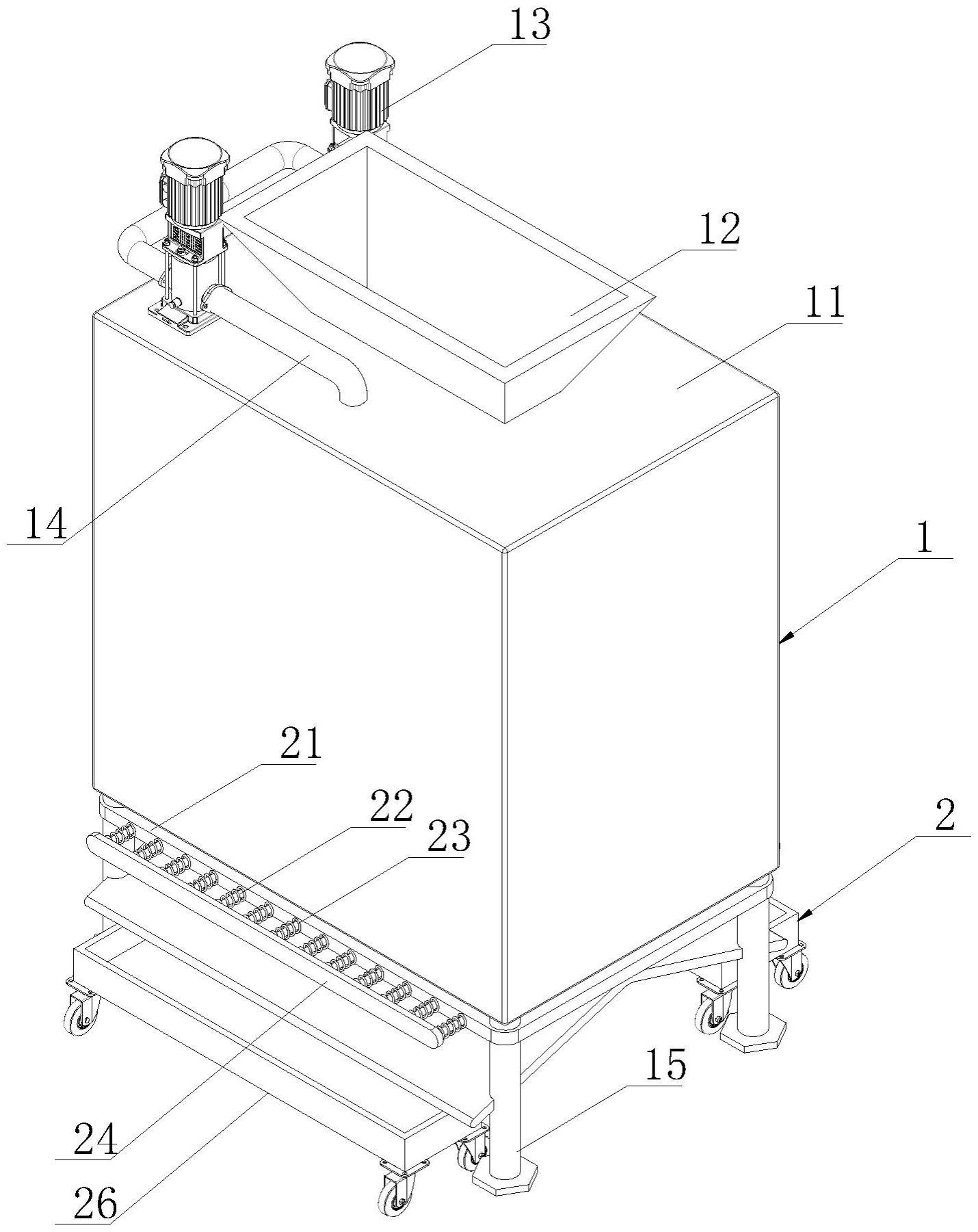
1、为了解决上述技术问题,本实用新型提供一种紧固件用搓丝机搓丝装置,包括螺纹搓丝器和后续收集处理组件,所述螺纹搓丝器和后续收集处理组件为一体式安装在一起,后续收集处理组件安装在螺纹搓丝器的下方底部,螺纹搓丝器的整体为矩形结构。
2、优选的,所述螺纹搓丝器是由五部分结构所组成:搓丝外壳、物料进入口、高气压气泵、处理运输管和支撑腿架,搓丝外壳是采用矩形制成的壳体,搓丝外壳的上方中心位置安装有物料进入口,搓丝外壳的内部安装有搓丝组件机构,搓丝外壳的下方四角分别安装有支撑腿架,搓丝外壳的上方两角位置安装有高气压气泵,高气压气泵呈对称的方式安装,高气压气泵之间相互连通在一起,高气压气泵的连通管上设置有注气管,高气压气泵的排出管口安装有处理运输管,处理运输管穿进搓丝外壳的内部,处理运输管穿进的一端上设置有软性摆动管,处理运输管的内部上设置有电磁阀。
3、优选的,所述后续收集处理组件是由六部分结构所组成:载体框架、缓冲条布、缓冲弹簧、限制基板、分流基板和螺栓收集推车,载体框架是采用矩形制成的框架,载体框架固定在支撑腿架上,载体框架的内侧设置有缓冲条布,缓冲条布与限制基板的内侧表面相连,限制基板的内侧设置有若干个缓冲弹簧,缓冲弹簧的一端与载体框架的外侧表面相连,载体框架的下方安装有分流基板,分流基板是采用‘v’字型制成的板体,分流基板固定在支撑腿架上,分流基板的下方两侧位置放置有螺栓收集推车,螺栓收集推车共设置有两个,螺栓收集推车呈对称的方式放置,螺栓收集推车上设置的移动轮为自锁式移动轮。
4、优选的,所述载体框架四角焊接在支撑腿架的上端位置,支撑腿架的中间位置焊接有分流基板,分流基板焊接在载体框架的下方位置。
5、与现有技术相比,本实用新型具有如下有益效果:
6、1.本实用新型螺栓紧固件搓丝装置的螺纹搓丝器上设置有碎屑处理组件,该碎屑的主要处理方式为气流式,通过高压气流进行对装置内部的碎屑处理,该方式可以在本装置对螺栓加工的过程中,完成碎屑的处理作业,可以避免后续停机的碎屑处理,降低停机的时长,另外,该方式在作业的过程中,还不会对搓丝加工产生任何的晃动影响,避免出现加工精度受到影响。
7、2.本实用新型螺栓紧固件搓丝装置的后续收集处理组件上设置有缓冲结构,该缓冲结构可以缓冲加工完成的螺栓,降低螺栓掉落的冲击力,减少螺栓与螺栓之间的撞击力,避免螺栓出现碰伤的情况发生,无需后续进行返工,另外,后续收集处理组件的缓冲也不会影响到螺栓的正常排出,避免因为实现螺栓的缓冲,而出现堵塞的现象发生。
技术特征:
1.一种紧固件用搓丝机搓丝装置,其特征在于,包括螺纹搓丝器(1)和后续收集处理组件(2),所述螺纹搓丝器(1)和后续收集处理组件(2)为一体式安装在一起,后续收集处理组件(2)安装在螺纹搓丝器(1)的下方底部,螺纹搓丝器(1)的整体为矩形结构。
2.如权利要求1所述的紧固件用搓丝机搓丝装置,其特征在于:所述螺纹搓丝器(1)是由五部分结构所组成:搓丝外壳(11)、物料进入口(12)、高气压气泵(13)、处理运输管(14)和支撑腿架(15),搓丝外壳(11)是采用矩形制成的壳体,搓丝外壳(11)的上方中心位置安装有物料进入口(12),搓丝外壳(11)的内部安装有搓丝组件机构,搓丝外壳(11)的下方四角分别安装有支撑腿架(15),搓丝外壳(11)的上方两角位置安装有高气压气泵(13),高气压气泵(13)呈对称的方式安装,高气压气泵(13)之间相互连通在一起,高气压气泵(13)的连通管上设置有注气管,高气压气泵(13)的排出管口安装有处理运输管(14),处理运输管(14)穿进搓丝外壳(11)的内部,处理运输管(14)穿进的一端上设置有软性摆动管,处理运输管(14)的内部上设置有电磁阀。
3.如权利要求1所述的紧固件用搓丝机搓丝装置,其特征在于:所述后续收集处理组件(2)是由六部分结构所组成:载体框架(21)、缓冲条布(22)、缓冲弹簧(23)、限制基板(24)、分流基板(25)和螺栓收集推车(26),载体框架(21)是采用矩形制成的框架,载体框架(21)固定在支撑腿架(15)上,载体框架(21)的内侧设置有缓冲条布(22),缓冲条布(22)与限制基板(24)的内侧表面相连,限制基板(24)的内侧设置有若干个缓冲弹簧(23),缓冲弹簧(23)的一端与载体框架(21)的外侧表面相连,载体框架(21)的下方安装有分流基板(25),分流基板(25)是采用‘v’字型制成的板体,分流基板(25)固定在支撑腿架(15)上,分流基板(25)的下方两侧位置放置有螺栓收集推车(26),螺栓收集推车(26)共设置有两个,螺栓收集推车(26)呈对称的方式放置,螺栓收集推车(26)上设置的移动轮为自锁式移动轮。
4.如权利要求3所述的紧固件用搓丝机搓丝装置,其特征在于:所述载体框架(21)四角焊接在支撑腿架(15)的上端位置,支撑腿架(15)的中间位置焊接有分流基板(25),分流基板(25)焊接在载体框架(21)的下方位置。
技术总结
本技术提供一种紧固件用搓丝机搓丝装置,包括螺纹搓丝器和后续收集处理组件,所述螺纹搓丝器和后续收集处理组件为一体式安装在一起,后续收集处理组件安装在螺纹搓丝器的下方底部,螺纹搓丝器的整体为矩形结构。本技术可以在不停机的前提下,对搓丝机装置的内部进行碎屑处理,至此,减少碎屑处理的所需时长,大幅度的提高搓丝机的加工效率,另外,能够降低紧固件在被排出的过程中,出现损坏和残次品,降低后续的返工率。
技术研发人员:姜云林,姜云连
受保护的技术使用者:温州市帝驰机电有限公司
技术研发日:20221216
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!