一种垫片冲裁模具的制作方法
本技术涉及电子元器件,尤其涉及一种垫片冲裁模具。
背景技术:
1、在压接结构的半导体器件中通常在管芯的两面放置软金属垫片,其作用为缓冲压接应力,延长器件工作寿命。垫片的材质选用铝、银、金等。
2、传统的垫片制备方式为利用划线圆规在金属带上布局,用医用剪刀裁剪。制作时间长,材料损耗大。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种垫片冲裁模具,通过凹模、压板、定位销、凸模固定板、第一冲头和第二冲头的相互配合使用,克服了现有技术的不足,有效的解决了制作时间长,材料损耗大的问题。
2、为了实现上述目的,本实用新型采用了如下技术方案:
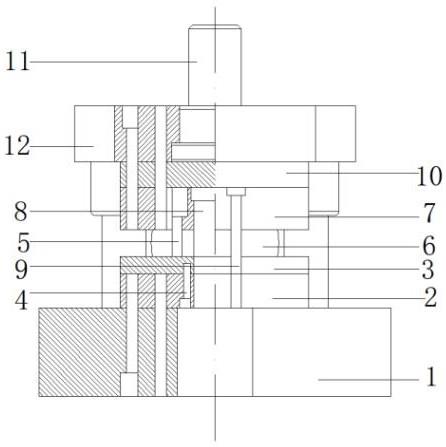
3、一种垫片冲裁模具,包括下模架板、凸模固定板、垫板、模柄、上模架板,所述下模架板通过四个内六角螺钉固定连接有凹模,且凹模顶部外壁固定连接有压板,所述凹模内壁滑动连接有定位销,所述凸模固定板与压板之间螺接有等高限位螺栓,且等高限位螺栓外壁包裹有支撑块;
4、所述凸模固定板、压板和凹模内壁分别滑动连接有第一冲头和第二冲头,所述上模架板通过四个内六角螺钉穿过垫板与凸模固定板固定。
5、优选的,所述凸模固定板顶部外壁开设有第一冲头孔和第二冲头孔。
6、优选的,所述定位销与凹模之间呈过盈配合,且定位销与压板为间隙配合。
7、优选的,所述凹模顶部外壁分别开设有落料孔、固料孔和定位销孔,且固料孔的直径为φ5+0.015 +0.01。
8、优选的,所述第一冲头和第二冲头的直径公差均为0 -0.005mm。
9、优选的,所述模柄与上模架板为过渡配合。
10、本实用新型的有益效果为:
11、1、本设计的垫片冲裁模具,本装置与手工制作相比提高了冲裁的精度,可通过使用普通冲床制备半导体器件用金属垫片,提高效率的同时降低了材料的损耗率;
12、2、本设计的垫片冲裁模具,本装置相较于以往的医用剪刀裁剪方式,通过所设置的模具的冲裁,可大大提高冲裁累计制备金属垫片的效率,模具使用寿命长,维护成本低。
技术特征:
1.一种垫片冲裁模具,包括下模架板(1)、凸模固定板(7)、垫板(10)、模柄(11)、上模架板(12),其特征在于,所述下模架板(1)通过四个内六角螺钉固定连接有凹模(2),且凹模(2)顶部外壁固定连接有压板(3),所述凹模(2)内壁滑动连接有定位销(4),所述凸模固定板(7)与压板(3)之间螺接有等高限位螺栓(5),且等高限位螺栓(5)外壁包裹有支撑块(6);
2.根据权利要求1所述的一种垫片冲裁模具,其特征在于,所述凸模固定板(7)顶部外壁开设有第一冲头孔和第二冲头孔。
3.根据权利要求1所述的一种垫片冲裁模具,其特征在于,所述定位销(4)与凹模(2)之间呈过盈配合,且定位销(4)与压板(3)为间隙配合。
4.根据权利要求1所述的一种垫片冲裁模具,其特征在于,所述凹模(2)顶部外壁分别开设有落料孔(13)、固料孔(14)和定位销孔(15),且固料孔(14)的直径为φ5+0.015 +0.01。
5.根据权利要求1所述的一种垫片冲裁模具,其特征在于,所述第一冲头(8)和第二冲头(9)的直径公差均为0 -0.005mm。
6.根据权利要求1所述的一种垫片冲裁模具,其特征在于,所述模柄(11)与上模架板(12)为过渡配合。
技术总结
本技术属于电子元器件技术领域,尤其是一种垫片冲裁模具,针对背景技术提出的制作时间长,材料损耗大的问题,现提出以下方案,包括下模架板、凸模固定板、垫板、模柄、上模架板,所述下模架板通过四个内六角螺钉固定连接有凹模,且凹模顶部外壁固定连接有压板,所述凹模内壁滑动连接有定位销,所述凸模固定板与压板之间螺接有等高限位螺栓。本技术本装置与手工制作相比提高了冲裁的精度,可通过使用普通冲床制备半导体器件用金属垫片,提高效率的同时降低了材料的损耗率,本装置相较于以往的医用剪刀裁剪方式,通过所设置的模具的冲裁,可大大提高冲裁累计制备金属垫片的效率,模具使用寿命长,维护成本低。
技术研发人员:杨胜国,曲成岩,王昭
受保护的技术使用者:阜新飞宇电子科技有限公司
技术研发日:20221221
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!