一种细长T型构件的焊接工装的制作方法
本技术涉及焊接工装。
背景技术:
1、目前国内大多数桥梁工程中的混凝土桥面板的连接主要为湿接,即两相邻的混凝土面板预留后浇带,现场进行后浇带混凝土浇筑。而该类型组合桥梁的混凝土桥面板之间采用干式连接,即在混凝土面板端部预埋t型连接构件。现场预制板两两连接时,只需要将两相邻的t型预埋构件进行连接,连接件的顶部采用焊接连接,连接件下部采用拉铆钉连接。此种干式连接形式实现了现场无现浇作业,不仅大大加快了施工速度,还节约了施工成本。如何在制作过程中满足此t型预埋构件的精度是关键控制因素。
2、传统的细长t型构件的焊接选用复合规格尺寸的横版和竖板进行焊接即可,这样很难保证其平直度,为了能够控制变形,我们提出了一种细长t型构件的制作方法,是将细长t型构件分隔为多段,先制作出若干段t型构件,再将t型构件相互焊接在一起组成细长t型构件,而在t型构件相互焊接过程中对焊接时各t型构件的变形控制则十分重要,直接影响最终细长t型构件的精度。
技术实现思路
1、为了解决现有技术中的不足,提供一种对多段t型构件拼接焊接,满足最终细长t型构件规格要求的焊接工装,本实用新型做采用的技术方案是:
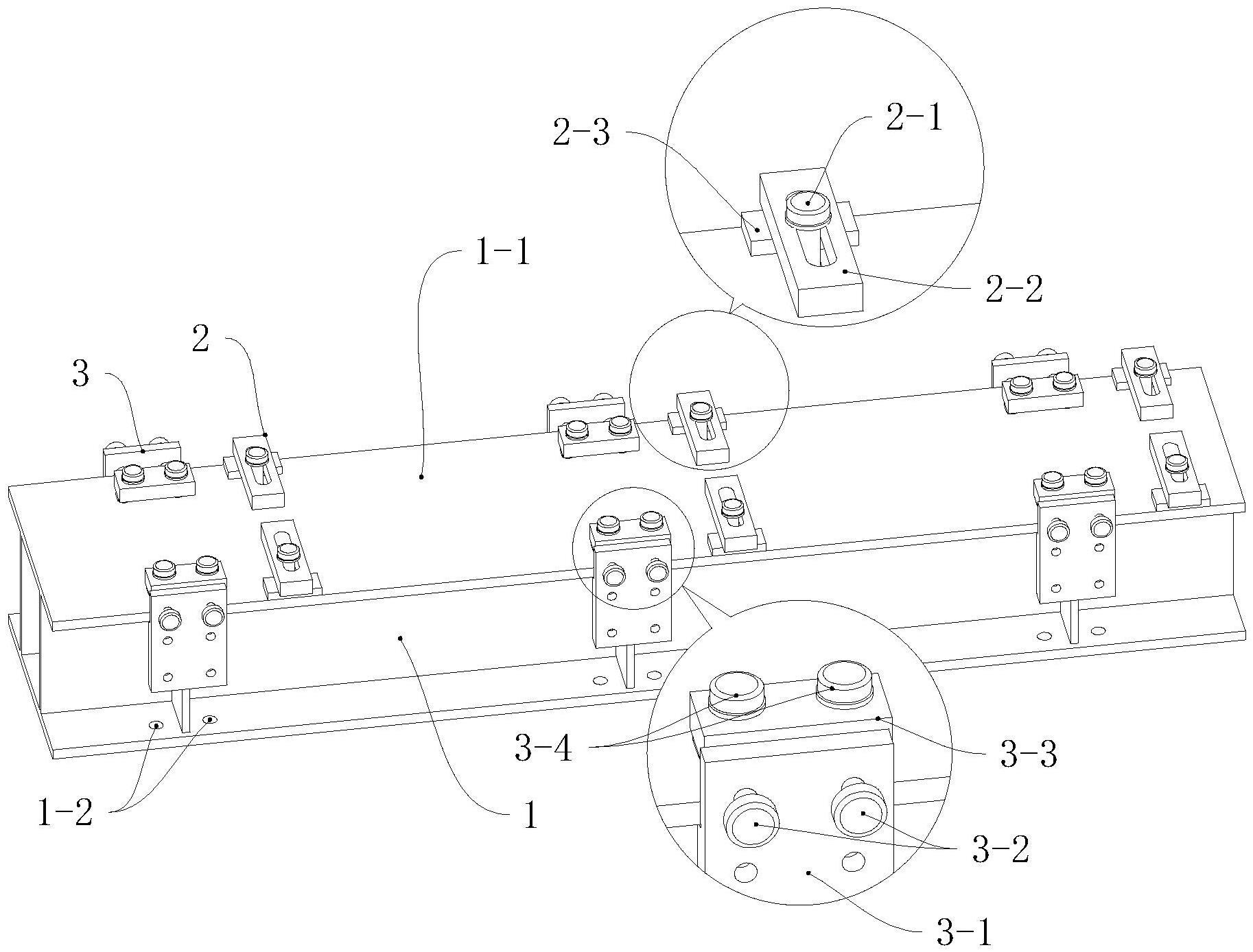
2、一种细长t型构件的焊接工装,包括至少一对间隔设置的底座,各所述的底座包括校平固定t构件横板的顶板,各所述顶板的高度相同,在所述的底座两侧边缘设置有一组能压紧固定t型构件横板边缘的压紧机构,在所述的底座两侧边缘还设置有一组能顶靠t型构件横板侧边的顶紧机构。
3、进一步的,所述的顶紧机构包括安装板,在所述的安装板上设置有顶紧螺栓,在所述的顶紧螺栓端部设置有与t型构件横板侧边接触的顶块,在所述的顶块上还设有能固定顶块的预紧螺栓。
4、进一步的,所述的压紧机构包括压紧螺栓、压板和垫块,所述的压紧螺栓穿过压板中部螺纹连接到顶板上,所述的垫块设置在压板和顶板之间且位于压板与t型构件横板接触相对一端。
5、进一步的,在所述的底座底部设置用于固定底座的安装孔。
6、进一步的,所述的安装孔为腰型孔。
7、进一步的,所述的底座还包括侧板、底板、肋板和隔板,所述的侧板、底板和顶板围成矩形,所述的肋板设置在侧板外侧与顶板和底板连接,所述的隔板配置至侧板、底板和顶板围成的矩形腔体内;所述的安装孔设置在底板边缘。
8、采用该技术方案,用两个间隔设置的底座作为安装t型构件的平台实现t型构件的拼接,各平台的顶板高度相等能够保证t型构件平面度,压紧机构和顶紧机构分别能够限制t性构件的上翘和旁弯,有效控制在焊接过程中的变形,从而保证最终的细长t型构件的精度要求。
技术特征:
1.一种细长t型构件的焊接工装,包括至少一对间隔设置的底座(1),各所述的底座(1)包括校平固定t构件横板的顶板(1-1),各所述顶板(1-1)的高度相同,其特征在于:在所述的底座(1)两侧边缘设置有一组能压紧固定t型构件横板边缘的压紧机构(2),在所述的底座(1)两侧边缘还设置有一组能顶靠t型构件横板侧边的顶紧机构(3)。
2.根据权利要求1所述的一种细长t型构件的焊接工装,其特征在于:所述的顶紧机构(3)包括安装板(3-1),在所述的安装板(3-1)上设置有顶紧螺栓(3-2),在所述的顶紧螺栓(3-2)端部设置有与t型构件横板侧边接触的顶块(3-3),在所述的顶块(3-3)上还设有能固定顶块(3-3)的预紧螺栓(3-4)。
3.根据权利要求1所述的一种细长t型构件的焊接工装,其特征在于:所述的压紧机构(2)包括压紧螺栓(2-1)、压板(2-2)和垫块(2-3),所述的压紧螺栓(2-1)穿过压板(2-2)中部螺纹连接到顶板(1-1)上,所述的垫块(2-3)设置在压板(2-2)和顶板(1-1)之间且位于压板(2-2)与t型构件横板接触相对一端。
4.根据权利要求1所述的一种细长t型构件的焊接工装,其特征在于:在所述的底座(1)底部设置用于固定底座(1)的安装孔(1-2)。
5.根据权利要求4所述的一种t型构件的焊接工装,其特征在于:所述的安装孔(1-2)为腰型孔。
6.根据权利要求4或5所述的一种细长t型构件的焊接工装,其特征在于:所述的底座(1)还包括侧板(1-3)、底板(1-4)、肋板(1-5)和隔板(1-6),所述的侧板(1-3)、底板(1-4)和顶板(1-1)围成矩形,所述的肋板(1-5)设置在侧板(1-3)外侧与顶板(1-1)和底板(1-4)连接,所述的隔板(1-6)配置至侧板(1-3)、底板(1-4)和顶板(1-1)围成的矩形腔体内;所述的安装孔(1-2)设置在底板(1-4)边缘。
技术总结
本技术公开了一种细长T型构件的焊接工装,包括至少一对间隔设置的底座,各所述的底座包括校平固定T构件横板的顶板,各所述顶板的高度相同,在所述的底座两侧边缘设置有一组能压紧固定T型构件横板边缘的压紧机构,在所述的底座两侧边缘还设置有一组能顶靠T型构件横板侧边的顶紧机构;采用该技术方案,用两个间隔设置的底座作为安装T型构件的平台实现T型构件的拼接,各平台的顶板高度相等能够保证T型构件平面度,压紧机构和顶紧机构分别能够限制T性构件的上翘和旁弯,有效控制在焊接过程中的变形,从而保证最终的细长T型构件的精度要求。
技术研发人员:李金宝,穆长春,杨亮,刘银花,杨天阳
受保护的技术使用者:中铁宝桥(扬州)有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!