一种用于点焊的定位模具的制作方法
本技术涉及工件框架焊接的,具体涉及一种用于点焊的定位模具。
背景技术:
1、相关技术中应用在连接器上的壳架包括框架以及安装在框架上的隔片,参考图1所示,框架01包括上安装框011以及下安装框012,隔片包括第一隔片021以及第二隔片022,这两个隔片均通过点焊的方式焊接固定在框架上。第一隔片021位于上安装框011内,且与上安装框011侧壁相贴合;第二隔片022位于下安装框012内,且第二隔片022的两端与下安装框012正对的两侧壁相抵触。在将隔片焊接至框架01上的过程中,需要先将隔片与框架01进行组装,将隔片固定放置在框架01上所要焊接的位置,然后进行人工或者机器点焊。
2、相关技术中组装点焊过程仍存在以下问题:在批量生产中无法确保隔片与框架的相对位置保持一致,使得点焊的精确度不高;时常在焊接过程中容易发生误触框架或者隔片的情况,将会导致点焊的位置发生偏移,从而降低焊接质量以及屏蔽罩的整体结构强度,还会影响点焊速度,降低生产效率。
技术实现思路
1、因此,本实用新型要解决的技术问题在于克服现有技术中的框架与隔片的点焊精确度不高,以及在焊接过程中容易导致二者点焊位置发生偏移,从而影响焊接质量,降低生产效率的缺陷,从而提供一种提高点焊位置的精确度,保证焊接质量,同时提升生产效率的定位模具。
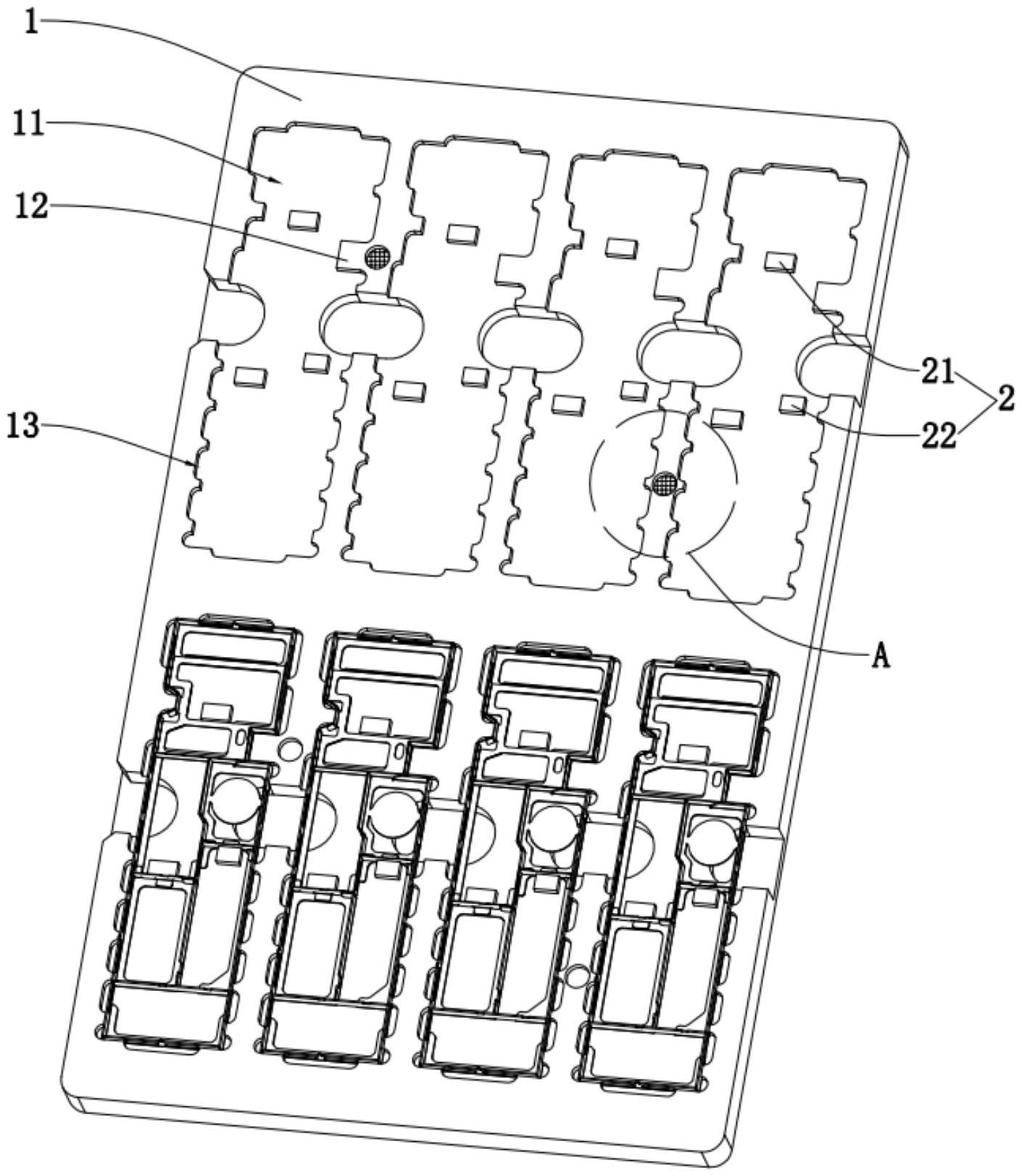
2、为解决上述技术问题,本实用新型提供一种用于点焊的定位模具,包括模具本体,其上间隔设置有呈多排分布的若干容置槽,所述容置槽的轮廓形状与框架的形状相适配;
3、定位组件,成型在每个所述容置槽中且与隔片相抵接触,其用于限制隔片相对于框架移动;
4、盖板结构,相匹配地贴合安装在所述模具本体上,并覆盖住若干容置槽,所述盖板结构对应框架与隔片的点焊位置成型有连通所述容置槽的若干焊孔结构。
5、作为一种优选方案,所述定位组件包括成型在容置槽内用于定位第一隔片的第一定位块,所述第一定位块与第一隔片的一条侧边相抵贴合,使第一隔片受到所述第一定位块的限位抵接后配合抵触在框架侧壁上。
6、作为一种优选方案,所述定位组件还包括成型在容置槽内用于定位第二隔片的两个第二定位块,两个所述第二定位块左右错开抵接在第二隔片的两侧。
7、作为一种优选方案,所述容置槽的侧壁上设置有用于与框架相配合的防呆块。
8、作为一种优选方案,所述容置槽的侧壁上间隔开设有若干防卡槽,所述防卡槽与容置槽相连通。
9、作为一种优选方案,所述盖板结构与模具本体之间设置有保持二者相对位置定位的限位结构。
10、作为一种优选方案,所述限位结构包括嵌设在所述模具本体上的多个第一磁石,以及与多个第一磁石一一对应嵌设在所述盖板结构上的多个第二磁石,所述第一磁石与第二磁石在盖板结构安装贴合在所述模具本体上时相互吸合。
11、作为一种优选方案,所述模具本体和所述盖板结构上分别对应设置有用于嵌设第一磁石和第二磁石的多个嵌槽,多个所述嵌槽在所述模具本体上分布位于若干容置槽之间。
12、作为一种优选方案,所述限位结构包括设置在所述盖板结构上的多个限位柱,以及设置在所述模具本体上可供限位柱插入的多个限位槽,所述限位槽布置在若干容置槽之间。
13、作为一种优选方案,所述盖板结构背向模具本体的侧壁上设置有手柄柄。
14、本实用新型技术方案,具有如下优点:
15、1.本实用新型提供的一种用于点焊的定位模具中,当需要批量组装焊接壳架时,先将框架一一放置进对应的容置槽内,由于容置槽的形状与框架的轮廓相适配,容置槽能够限制框架的移动,然后将隔片安装到框架内的对应位置上,并与容置槽的定位组件相抵接触,通过定位组件能够快速确定隔片安装的位置以起到定位作用,提高组装效率以及安装位置的精确度,同时定位组件能够限制隔片在框架内移动,确保隔片与框架的相对位置保持一致,当隔片安装完毕后,将盖板结构盖合在模具本体上将若干容置槽遮盖住,也可以在焊接过程中放置组装好的框架和隔片从容置槽中脱出,安装稳定性好,根据盖板结构上的多个焊孔结构正好与所述框架和隔片之间所需点焊位置相对应,使焊接设备通过激光焊接方式穿过焊孔结构即可对壳架进行精确点焊,确保点焊位置的精确度和焊接质量可靠性,有利于提升点焊速度,提高生产效率。
16、2.本实用新型提供的一种用于点焊的定位模具中,通过设置防呆块与框架外轮廓相配合,确保框架放置在容置槽内时的方向始终一致,确保后续隔片的组装工作能够顺利进行,根据隔片是包括设置在框架中的第一隔片和第二隔片,通过在容置槽内设置第一定位块和第二定位块可以分别对第一隔片和第二隔片起到定位安装作用,从而保证两个隔片组装在框架上不会发生位置移动的情况,定位效果好。
17、3.本实用新型提供的一种用于点焊的定位模具,通过开设防卡槽,能够减少容置槽周向侧壁与框架外轮廓之间的接触面积,预防框架卡死在容置槽内,方便框架的放置与取出工作。
18、4.本实用新型提供的一种用于点焊的定位模具,在将盖板结构将模具本体罩盖时,第一磁石与第二磁石相互吸合能够确保盖板结构与模具本体之间的固定,提高二者之间相对位置的稳定性。
19、5.本实用新型提供的一种用于点焊的定位模具,通过设置手柄,能够为工作人员操作搬运盖板结构时提供一个着力点,方便盖板结构的安装与拆卸。
技术特征:
1.一种用于点焊的定位模具,其特征在于:包括:
2.根据权利要求1所述的一种用于点焊的定位模具,其特征在于:所述定位组件(2)包括成型在容置槽(11)内用于定位第一隔片的第一定位块(21),所述第一定位块(21)与第一隔片的一条侧边相抵贴合,使第一隔片受到所述第一定位块(21)的限位抵接后配合抵触在框架侧壁上。
3.根据权利要求2所述的一种用于点焊的定位模具,其特征在于:所述定位组件(2)还包括成型在容置槽(11)内用于定位第二隔片的两个第二定位块(22),两个所述第二定位块(22)左右错开抵接在第二隔片的两侧。
4.根据权利要求1所述的一种用于点焊的定位模具,其特征在于:所述容置槽(11)的侧壁上设置有用于与框架相配合的防呆块(12)。
5.根据权利要求1所述的一种用于点焊的定位模具,其特征在于:所述容置槽(11)的侧壁上间隔开设有若干防卡槽(13),所述防卡槽(13)与容置槽(11)相连通。
6.根据权利要求1-5中任一项所述的一种用于点焊的定位模具,其特征在于:所述盖板结构(3)与模具本体(1)之间设置有保持二者相对位置定位的限位结构(4)。
7.根据权利要求6所述的一种用于点焊的定位模具,其特征在于:所述限位结构(4)包括嵌设在所述模具本体(1)上的多个第一磁石(41),以及与多个第一磁石(41)一一对应嵌设在所述盖板结构(3)上的多个第二磁石(42),所述第一磁石(41)与第二磁石(42)在盖板结构(3)安装贴合在所述模具本体(1)上时相互吸合。
8.根据权利要求7所述的一种用于点焊的定位模具,其特征在于:所述模具本体(1)和所述盖板结构(3)上分别对应设置有用于嵌设第一磁石(41)和第二磁石(42)的多个嵌槽(14),多个所述嵌槽(14)在所述模具本体(1)上分布位于若干容置槽(11)之间。
9.根据权利要求6所述的一种用于点焊的定位模具,其特征在于:所述限位结构(4)包括设置在所述盖板结构(3)上的多个限位柱,以及设置在所述模具本体(1)上可供限位柱插入的多个限位槽,所述限位槽布置在若干容置槽(11)之间。
10.根据权利要求7-9中任一项所述的一种用于点焊的定位模具,其特征在于:所述盖板结构(3)背向模具本体(1)的侧壁上设置有手柄(32)。
技术总结
本技术公开了一种用于点焊的定位模具,其包括模具本体。定位组件、以及盖板结构,所述模具本体上间隔设置有呈多排分布的若干容置槽,所述容置槽的轮廓形状与框架的形状相适配;所述定位组件成型在每个所述容置槽中且与隔片相抵接触,其用于限制隔片相对于框架移动;所述盖板结构相匹配地贴合安装在所述模具本体上,并覆盖住若干容置槽,所述盖板结构对应框架与隔片的点焊位置成型有连通所述容置槽的若干焊孔结构,本技术具有定位的作用,提高组装效率以及安装位置的精确度,精确点焊位置的效果。
技术研发人员:乔超,周文博,陆余源
受保护的技术使用者:温州合盛电子有限公司
技术研发日:20221220
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!