一种气动旋转加工台的制作方法
本技术涉及五金件加工治具领域,尤其涉及一种气动旋转加工台。
背景技术:
1、活塞缸是液压缸的一种结构形式,输入压力和流量后可以相对应地输出推力和速度,被广泛应用于汽车和摩托车生产领域,一般采用浇铸的方式制造成型,因此在生产完成之后需要对活塞缸的缸体进行浇铸水口的磨切处理。传统方式是通过人工手持定位的方式,通过磨砂纸或打磨工具进行处理,随着科技的发展,机械裁切设备的出现取代了人工磨切这种效率低下的方式成为各生产厂家的主要生产加工方式,这样很难再通过人工手持来完成定位,因此需要研发一些定位设备来替代。现有技术当中,通常采用液动或者气动压杆进行定位,但由于汽车引擎的活塞缸外形结构相对复杂,通常有很多不规则的平面和弧面组成,因此常规的压杆无法满足要求,生产加工时要求人工花大量时间去寻找夹持点,才能实现定位,而且压杆与产品的接触面/头无法进行更换,适配性相对较低。
技术实现思路
1、本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种提供多种定位头进行更换,适应不同规格产品的夹持要求,从而提高设备夹持稳定性和适配性的一种气动旋转加工台。
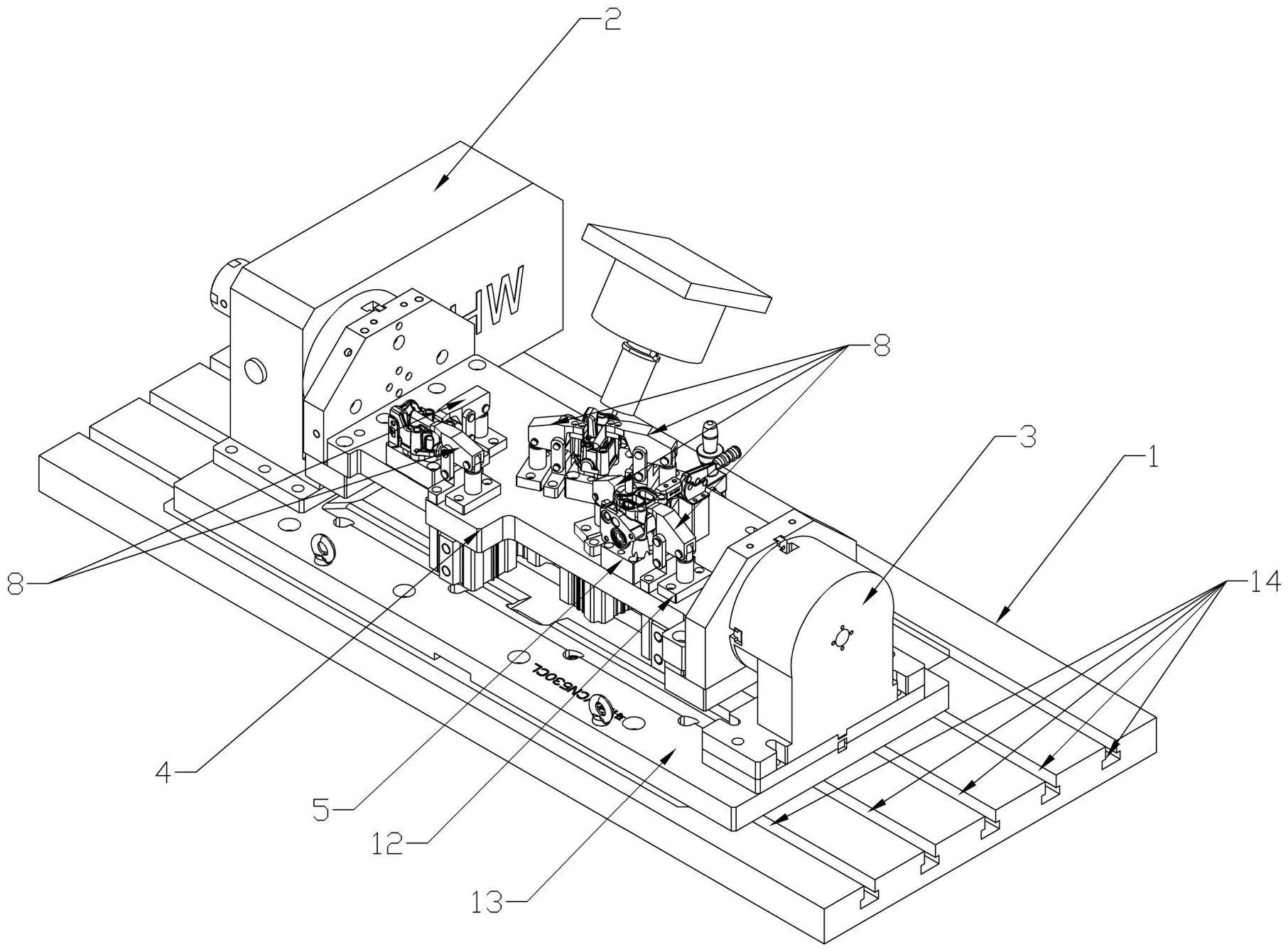
2、本实用新型所采用的技术方案是:本实用新型包括底板、对称设置在所述底板左右两端的转动电机和转动轴承以及设置在所述转动电机和转动轴承之间的加工平台,在所述加工平台上表面设置有若干组夹持工位,所述夹持工位包括产品放置板以及两设置在所述产品放置板两侧的下压定位组件,所述下压定位组件包括固定设置在所述加工平台下表面上的下压气缸以及与所述下压气缸输出杆可拆卸式装配的三组下压板,可根据不同接触平面对所述下压板进行更换,在所述下压定位组件和所述产品放置板之间还设置有辅助定位组件,所述辅助定位组件与所述下压板可拆卸式铰链。
3、进一步地,三组所述下压板均由连接块和定位块一体注塑形成,在所述连接块上均设置有通过圆柱销分别与所述辅助定位组件和所述输出杆相铰接的连接孔,三组所述下压板通过第一定位块、第二定位块和第三定位块进行区分,所述第一定位块外侧段设置有梯形下压头,所述第二定位块外侧段设置有弧形定位叉,所述第三定位块外侧段设置有安装通孔。
4、进一步地,所述梯形下压头分为宽型下压头和窄型下压头,所述宽型下压头和所述窄型下压头下表面均为平面设计、并凸出至与所述连接块相连平面外形成凸台,其中所述窄型下压头的凸台长于所述宽型下压头的凸台。
5、进一步地,所述第三定位块上设置有两组所述安装通孔,并通过螺栓可拆卸式安装有防刮垫块,所述防刮垫块设置于所述第三定位块下表面上,所述防刮垫块可为方形、圆柱形、带内凹弧面形设计。
6、进一步地,所述辅助定位组件包括固定设置在所述加工平台上表面的连接件和一端与所述连接件相铰接的连接板,所述连接板另一端与所述连接块相铰接。
7、进一步地,在所述加工平台上表面对应所述下压气缸所在位置上还设置有导向板,所述输出杆从下往上穿过所述导向板与所述下压板相铰接。
8、最后,在所述底板上还设置有调整滑块,所述调整滑块通过若干滑槽与所述底板滑动配合,所述转动电机和所述转动轴承设置在所述调整滑块上。
9、与现有技术相比,本实用新型的有益效果是:本实用新型通过三组可更换的所述下压板对活塞缸的不同表面进行夹持,利用所述下压气缸控制完成定位,最后通过所述转动电机与所述转动轴承之间的配合实现整个所述加工平台的旋转,实现多角度的磨切加工,与传统夹持设备只有平面一种接触方式不同,本实用新型采用所述第一定位块、所述第二定位块和所述第三定位块分别应对活塞缸外表面的柱体、平面、斜面等等接触面,大大提高了夹持定位设备的适应范围。因此,本实用新型提供多种定位头进行更换,适应不同规格产品的夹持要求,从而提高设备夹持稳定性和适配性。
技术特征:
1.一种气动旋转加工台,包括底板(1)、对称设置在所述底板(1)左右两端的转动电机(2)和转动轴承(3)以及设置在所述转动电机(2)和转动轴承(3)之间的加工平台(4),其特征在于:在所述加工平台(4)上表面设置有若干组夹持工位,所述夹持工位包括产品放置板(5)以及两设置在所述产品放置板(5)两侧的下压定位组件,所述下压定位组件包括固定设置在所述加工平台(4)下表面上的下压气缸(6)以及与所述下压气缸(6)输出杆(7)可拆卸式装配的三组下压板(8),可根据不同接触平面对所述下压板(8)进行更换,在所述下压定位组件和所述产品放置板(5)之间还设置有辅助定位组件,所述辅助定位组件与所述下压板(8)可拆卸式铰链。
2.根据权利要求1所述的一种气动旋转加工台,其特征在于:三组所述下压板(8)均由连接块(81)和定位块(82)一体注塑形成,在所述连接块(81)上均设置有通过圆柱销(9)分别与所述辅助定位组件和所述输出杆(7)相铰接的连接孔(83),三组所述下压板(8)通过第一定位块、第二定位块和第三定位块进行区分,所述第一定位块外侧段设置有梯形下压头(84),所述第二定位块外侧段设置有弧形定位叉(85),所述第三定位块外侧段设置有安装通孔(86)。
3.根据权利要求2所述的一种气动旋转加工台,其特征在于:所述梯形下压头(84)分为宽型下压头(840)和窄型下压头(841),所述宽型下压头(840)和所述窄型下压头(841)下表面均为平面设计、并凸出至与所述连接块(81)相连平面外形成凸台(842),其中所述窄型下压头(841)的凸台(842)长于所述宽型下压头(840)的凸台(842)。
4.根据权利要求2所述的一种气动旋转加工台,其特征在于:所述第三定位块上设置有两组所述安装通孔(86),并通过螺栓可拆卸式安装有防刮垫块(87),所述防刮垫块(87)设置于所述第三定位块下表面上,所述防刮垫块(87)可为方形、圆柱形、带内凹弧面形设计。
5.根据权利要求2所述的一种气动旋转加工台,其特征在于:所述辅助定位组件包括固定设置在所述加工平台(4)上表面的连接件(10)和一端与所述连接件(10)相铰接的连接板(11),所述连接板(11)另一端与所述连接块(81)相铰接。
6.根据权利要求1所述的一种气动旋转加工台,其特征在于:在所述加工平台(4)上表面对应所述下压气缸(6)所在位置上还设置有导向板(12),所述输出杆(7)从下往上穿过所述导向板(12)与所述下压板(8)相铰接。
7.根据权利要求1所述的一种气动旋转加工台,其特征在于:在所述底板(1)上还设置有调整滑块(13),所述调整滑块(13)通过若干滑槽(14)与所述底板(1)滑动配合,所述转动电机(2)和所述转动轴承(3)设置在所述调整滑块(13)上。
技术总结
本技术提供一种提供多种定位头进行更换,适应不同规格产品的夹持要求,从而提高设备夹持稳定性和适配性的一种气动旋转加工台。包括底板、对称设置在底板左右两端的转动电机和转动轴承以及设置在转动电机和转动轴承之间的加工平台,在加工平台上表面设置有若干组夹持工位,夹持工位包括产品放置板以及两设置在产品放置板两侧的下压定位组件,下压定位组件包括固定设置在加工平台下表面上的下压气缸以及与下压气缸输出杆可拆卸式装配的三组下压板,可根据不同接触平面对下压板进行更换,在下压定位组件和产品放置板之间还设置有辅助定位组件,辅助定位组件与下压板可拆卸式铰链。本技术适用于五金件加工治具领域。
技术研发人员:扶启
受保护的技术使用者:中山市裕升铝业有限公司
技术研发日:20221221
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!