一种高精度定位工装的制作方法
本申请涉及机械加工领域,尤其是涉及一种高精度定位工装。
背景技术:
1、定位工装是用来将非标工件固定以对非标工件进行精密加工的装置。
2、现有相关技术,包括夹持件和固定件,夹持件设置在固定件上,夹持件包括安装体和若干限位件,安装体侧壁开设有和待加工非标工件适配的安装槽,固定件设置在安装体底部;当需要对非标工件进行加工时,将非标工件放置在安装槽中,用限位件将非标工件固定在安装槽中,然后利用固定件将安装体固定在机床上,最后启动机床对非标工件进行切削加工。
3、但非标工件和安装槽的内侧壁之间有间隙,机床在对非标工件加工时,非标工件会相对安装体发生位置偏移,影响对非标工件加工的精度,故有待改善。
技术实现思路
1、为了提高对非标工件加工的精度,本申请提供一种高精度定位工装。
2、本申请提供的一种高精度定位工装采用如下的技术方案:
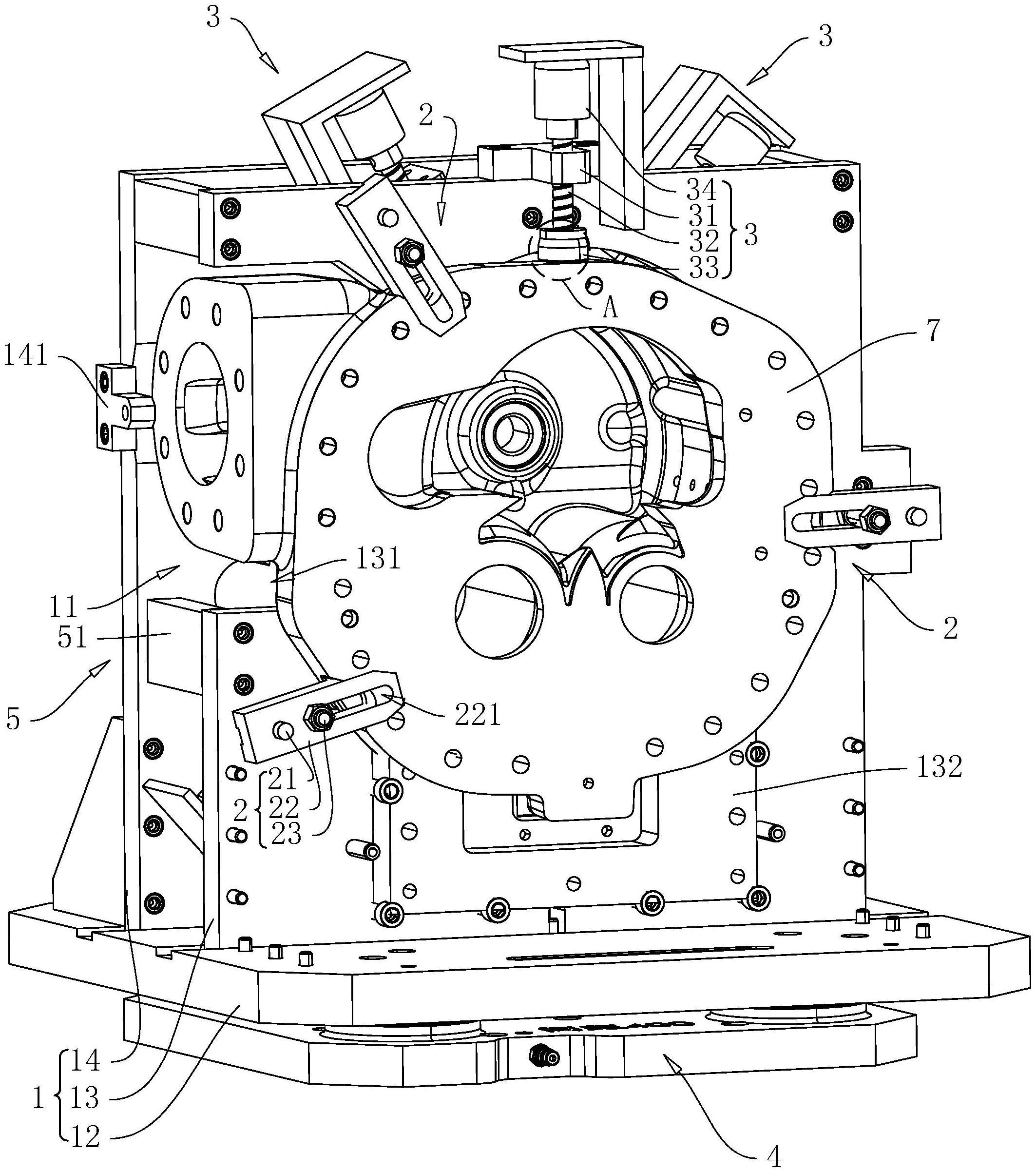
3、一种高精度定位工装,包括安装架,所述安装架上形成设有安装槽,所述安装架靠近安装槽处设置有若干限位件,所述安装架靠近安装槽处还设置有若干紧固件,所述安装架底部设置有固定件。
4、通过采用上述技术方案,需要对非标工件进行切削时,将待加工非标工件放置在安装件的安装槽中,先用限位件对非标工件进行限位,然后利用紧固件将非标工件紧固在安装架上,最后将安装件通过固定件固定在机床上,其动机床对非标工件进行加工;通过限位件和紧固件的配合,使得在切削非标工件时,非标工件不易相对安装架发生晃动,提高了对非标工件加工的精度。
5、可选的,所述安装架包括底板、安装板一和安装板二,所述安装板一和安装板二均设置在底板上,所述安装板一和安装板二之间设置有连接件,所述安装槽位于安装板一和安装板二之间,所述安装板一上开设有安装口,若干所述限位件设置在安装板一靠近安装口处,若干所述紧固件设置在安装板一和安装板二上,所述固定件设置在底板底部。
6、通过采用上述技术方案,将待加工的非标工件通过安装口安装在安装槽中,然后依次利用限位件和紧固件将非标工件固定在安装板一和安装板二上,接着将底板通过固定件固定在机床上;将非标工件固定在安装板一和安装板二上,方便对非标工件进行多角度的切削。
7、可选的,所述紧固件包括固定座、螺纹杆和抵接圆块,所述固定座设置在安装板一或安装板二,所述螺纹杆移动插设在固定座上,所述抵接圆块设置在螺纹杆靠近非标工件的一端。
8、通过采用上述技术方案,通过若干限位件将非标工件固定在安装板一和安装板二上后,转动螺纹杆直至抵接圆块紧抵非标工件,通过若干抵接圆块对非标工件的进一步固定,使得机床在对非标工件进行加工时,非标工件不易相对机床发生晃动。
9、可选的,所述紧固件还包括驱动电机,所述驱动电机的基座设置在安装板一或安装板二上,所述驱动电机的驱动轴和螺纹杆远离抵接圆块的一端相连。
10、通过采用上述技术方案,非标工件安装在安装板一和安装板二上后,启动驱动电机,螺纹杆转动,当抵接圆块的底壁紧抵非标工件的侧壁时,关闭驱动电机;通过驱动电机,实现自动化紧固非标工件。
11、可选的,所述抵接圆块远离螺纹杆的一端设置有防滑纹。
12、通过采用上述技术方案,防滑纹能够增大抵接圆块和非标工件之间的摩擦,进一步使得机床在切削非标工件时,非标工件不容易相对机床晃动,提高了对非标工件的加工精度。
13、可选的,所述限位件包括固定杆、抵接长板和定位螺栓,所述固定杆设置安装板一上,所述抵接长板的一端转动设置在固定杆上,所述抵接长板的顶壁开设有腰形孔,所述定位螺栓拆卸固定在安装板一上,所述定位螺栓和腰形孔的内壁抵接设置。
14、通过采用上述技术方案,将非标工件通过安装口安装在安装板一和安装板二上后,将抵接长板绕着固定杆转动,当抵接长板正对非标工件上的抵接凹槽时,将抵接长板向靠近非标工件的方向移动,直至抵接长板卡接在非标工件上;通过若干抵接长板实现对非标工件的限位。
15、可选的,所述安装板一上设置有抵接板,所述安装板二上设置有抵接块,所述抵接板和抵接块均和非标工件的侧壁相抵接。
16、通过采用上述技术方案,安装非标工件时,将非标工件通过安装口繁放置在安装槽中,调整非标工件的位置,使得非标工件的侧壁与抵接板和抵接块相抵接,实现对非标工件的初步定位。
17、可选的,所述安装板二和底板之间连接有若干加强板,若干所诉加强板位于安装板二远离安装板一的一侧。
18、通过采用上述技术方案,若干加强板使得安装板和底板之间的连接更为稳定,机床在对非标工件进行加工时,安装板不易相对底板发生晃动的情况发生。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1.需要对非标工件进行切削时,将待加工非标工件放置在安装件的安装槽中,先用限位件对非标工件进行限位,然后利用紧固件将非标工件紧固在安装架上,最后将安装件通过固定件固定在机床上,其动机床对非标工件进行加工;通过限位件和紧固件的配合,使得在切削非标工件时,非标工件不易相对安装架发生晃动,提高了对非标工件加工的精度;
21、2.通过若干限位件将非标工件固定在安装板一和安装板二上后,转动螺纹杆直至抵接圆块紧抵非标工件,通过若干抵接圆块对非标工件的进一步固定,使得机床在对非标工件进行加工时,非标工件不易相对机床发生晃动;
22、3.非标工件安装在安装板一和安装板二上后,启动驱动电机,螺纹杆转动,当抵接圆块的底壁紧抵非标工件的侧壁时,关闭驱动电机;通过驱动电机,实现自动化紧固非标工件。
技术特征:
1.一种高精度定位工装,其特征在于:包括安装架(1),所述安装架(1)上形成设有安装槽(11),所述安装架(1)靠近安装槽(11)处设置有若干限位件(2),所述安装架(1)靠近安装槽(11)处还设置有若干紧固件(3),所述安装架(1)底部设置有固定件(4)。
2.根据权利要求1所述的一种高精度定位工装,其特征在于:所述安装架(1)包括底板(12)、安装板一(13)和安装板二(14),所述安装板一(13)和安装板二(14)均设置在底板(12)上,所述安装板一(13)和安装板二(14)之间设置有连接件(5),所述安装槽(11)位于安装板一(13)和安装板二(14)之间,所述安装板一(13)上开设有安装口(131),若干所述限位件(2)设置在安装板一(13)靠近安装口(131)处,若干所述紧固件(3)设置在安装板一(13)和安装板二(14)上,所述固定件(4)设置在底板(12)底部。
3.根据权利要求2所述的一种高精度定位工装,其特征在于:所述紧固件(3)包括固定座(31)、螺纹杆(32)和抵接圆块(33),所述固定座(31)设置在安装板一(13)或安装板二(14),所述螺纹杆(32)移动插设在固定座(31)上,所述抵接圆块(33)设置在螺纹杆(32)靠近非标工件(7)的一端。
4.根据权利要求3所述的一种高精度定位工装,其特征在于:所述紧固件(3)还包括驱动电机(34),所述驱动电机(34)的基座设置在安装板一(13)或安装板二(14)上,所述驱动电机(34)的驱动轴和螺纹杆(32)远离抵接圆块(33)的一端相连。
5.根据权利要求3所述的一种高精度定位工装,其特征在于:所述抵接圆块(33)远离螺纹杆(32)的一端设置有防滑纹(331)。
6.根据权利要求2所述的一种高精度定位工装,其特征在于:所述限位件(2)包括固定杆(21)、抵接长板(22)和定位螺栓(23),所述固定杆(21)设置安装板一(13)上,所述抵接长板(22)的一端转动设置在固定杆(21)上,所述抵接长板(22)顶壁贯穿开设有腰形孔(221),所述定位螺栓(23)拆卸固定在安装板一(13)上,所述定位螺栓(23)和腰形孔(221)的内壁抵接设置。
7.根据权利要求2所述的一种高精度定位工装,其特征在于:所述安装板一(13)上设置有抵接板(132),所述安装板二(14)上设置有抵接块(141),所述抵接板(132)和抵接块(141)均和非标工件(7)的侧壁相抵接。
8.根据权利要求2所述的一种高精度定位工装,其特征在于:所述安装板二(14)和底板(12)之间连接有若干加强板(6),若干所述加强板(6)位于安装板二(14)远离安装板一(13)的一侧。
技术总结
本申请涉及一种高精度定位工装,涉及机械加工领域,为了解决机床在对非标工件加工时,非标工件会相对安装体发生位置偏移,影响对非标工件加工的精度的问题,其包括安装架,所述安装架上形成设有安装槽,所述安装架靠近安装槽处设置有若干限位件,所述安装架靠近安装槽处还设置有若干紧固件,所述安装架底部设置有固定件。本申请具有提高对非标工件加工的精度的效果。
技术研发人员:任永军
受保护的技术使用者:上海通成企业发展有限公司
技术研发日:20221222
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!