一种钣金件加工用点焊装置的制作方法
本技术涉及钣金件点焊,具体为一种钣金件加工用点焊装置。
背景技术:
1、钣金,指用手工或机械的方法,把金属薄板、型材和管材制成具有一定形状、尺寸和精度的零件的操作,是一种常用的金属加工工艺,可以通过后续的一系列加工对加工后的薄板进行切割和弯曲,将材料加工成符合应用要求的零件,点焊通常分为双面点焊和单面点焊两大类,本案涉及的一种单面点焊。
2、例如专利号为cn202123314783.5的一种钣金加工用点焊装置,其技术方案是:包括底板,底板顶部两侧固定连接有竖板,竖板顶部固定连接有盖板,盖板顶部设有动力机构,虽然,避免了在点焊时会产生大量的火花,但是,传统或对比文件中的钣金件点焊前的堆放过程中,通常需要操作者手动对接两侧的钣金件,再将钣金件的焊缝位于与点焊头对准,但此对准过程以及焊缝的空间预留大多只能依靠操作者的经验手动调整,容易出现一定程度的误差影响最终的点焊效果,同时,薄板采用传统的简易控制方式,其容易出现钣金件未限位情况下薄板抽离,造成钣金件的位置变动影响焊接效果的问题。
技术实现思路
1、本实用新型的目的是为了解决现有技术中存在对准过程以及焊缝的空间预留大多只能依靠操作者的经验手动调整,容易出现一定程度的误差影响最终的点焊效果以及容易出现钣金件未限位情况下薄板抽离,造成钣金件的位置变动影响焊接效果的问题,而提出的一种钣金件加工用点焊装置。
2、为实现上述目的,本实用新型提供如下技术方案:
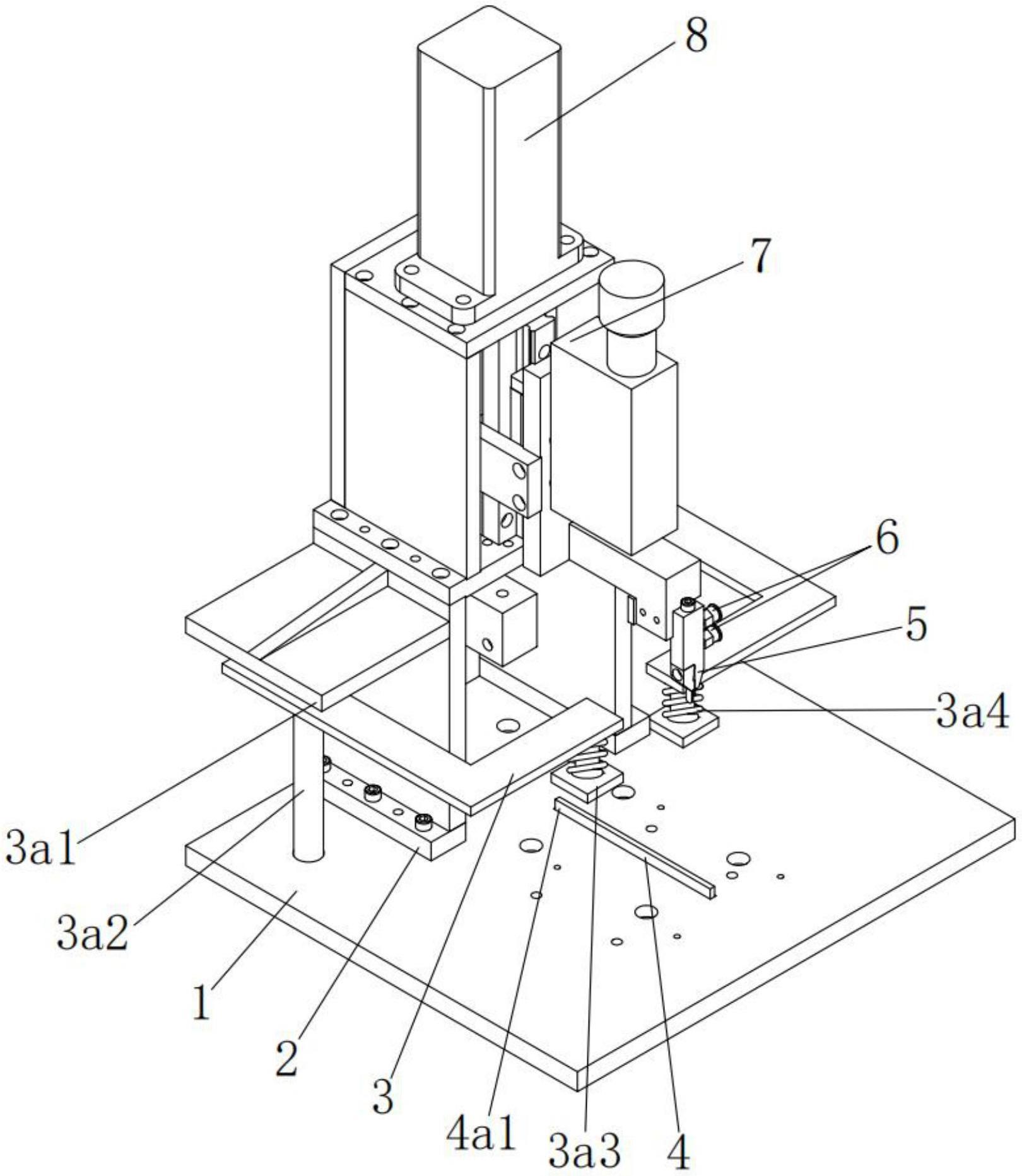
3、设计一种钣金件加工用点焊装置,包括底座和支架,所述支架的上端中心固定相连有第二液压缸,所述第二液压缸的输出轴末端与第一液压缸固定相连,所述第一液压缸的输出轴末端与点焊头固定相连,所述底座的内部中心安装有挡料组件,所述支架的左右两端下方安装有压紧组件。
4、优选的,所述挡料组件包括薄板,所述薄板滑动相连在底座的内部中心,所述薄板的内部上方滑动相连有横杆,且横杆的两侧末端均与底座固定相连,所述薄板的下方末端固定相连有横板,所述横板的下端中心固接有把手,所述横板的上方设置有第二弹簧,所述第二弹簧的两侧末端分别与底座和横板固定相连。
5、优选的,所述底座的上端后侧固接有支架,所述点焊头的右端上下两侧均加工有电极。
6、优选的,所述压紧组件包括耳板,多个所述耳板分别固定相连在支架的两端下方,所述耳板的下方固定相连有气缸,所述气缸的输出轴末端固定相连有l型杆,所述l型杆的后侧末端安装有竖杆所述竖杆的下方末端与底杆固定相连,所述竖杆的外壁与底座滑动相连,所述l型杆的前端内侧滑动相连有滑杆,所述滑杆的上下两侧分别固定相连有挡杆和压板固定相连,所述滑杆的外壁下方设置有第一弹簧,所述第一弹簧的两侧分别与l型杆和压板固定相连。
7、优选的,所述底座的上方前侧两部设置有钣金件,所述钣金件的内侧与薄板相贴合。
8、本实用新型提出的一种钣金件加工用点焊装置,有益效果在于:
9、通过气缸、l型杆、横板、压板、底杆之间的配合,钣金件和气缸带动l型杆向下移动,l型杆可先带动压板挤压在钣金件的表面,持续挤压后,第一弹簧受到挤压,使压板与钣金件之间的贴合更近,此时底杆才会接触到横板,使底杆通过横板带动薄板向下移动从钣金件焊缝处脱离,便于进行后续加工,由于底杆和横板之间具有一定的下降预留空间,使得只有在压板先对钣金件实现挤压后才能实现薄板的抽离,避免了容易出现钣金件未限位情况下薄板抽离,造成钣金件的位置变动影响焊接效果的问题;
10、通过钣金件、薄板、点焊头、钣金件和底座之间的配合,在钣金件对接时,只需要将两侧的钣金件向内挤压在薄板与底座之间的根部,使两侧的钣金件之间具有足够的焊缝且焊缝处于点焊头的正下方,保证了钣金件与点焊头之间的位置对准,有效的避免了需要对准过程以及焊缝的空间预留大多只能依靠操作者的经验手动调整,容易出现一定程度的误差影响最终的点焊效果的问题。
技术特征:
1.一种钣金件加工用点焊装置,包括底座(1)和支架(2),其特征在于:所述支架(2)的上端中心固定相连有第二液压缸(8),所述第二液压缸(8)的输出轴末端与第一液压缸(7)固定相连,所述第一液压缸(7)的输出轴末端与点焊头(5)固定相连,所述底座(1)的内部中心安装有挡料组件(4),所述支架(2)的左右两端下方安装有压紧组件(3)。
2.根据权利要求1所述的一种钣金件加工用点焊装置,其特征在于:所述挡料组件(4)包括薄板(4a1),所述薄板(4a1)滑动相连在底座(1)的内部中心,所述薄板(4a1)的内部上方滑动相连有横杆(4a4),且横杆(4a4)的两侧末端均与底座(1)固定相连,所述薄板(4a1)的下方末端固定相连有横板(4a2),所述横板(4a2)的下端中心固接有把手(4a5),所述横板(4a2)的上方设置有第二弹簧(4a3),所述第二弹簧(4a3)的两侧末端分别与底座(1)和横板(4a2)固定相连。
3.根据权利要求1所述的一种钣金件加工用点焊装置,其特征在于:所述底座(1)的上端后侧固接有支架(2),所述点焊头(5)的右端上下两侧均加工有电极(6)。
4.根据权利要求1所述的一种钣金件加工用点焊装置,其特征在于:所述压紧组件(3)包括耳板(3a1),多个所述耳板(3a1)分别固定相连在支架(2)的两端下方,所述耳板(3a1)的下方固定相连有气缸(3a7),所述气缸(3a7)的输出轴末端固定相连有l型杆(3a6),所述l型杆(3a6)的后侧末端安装有竖杆(3a2)所述竖杆(3a2)的下方末端与底杆(3a9)固定相连,所述竖杆(3a2)的外壁与底座(1)滑动相连,所述l型杆(3a6)的前端内侧滑动相连有滑杆(3a8),所述滑杆(3a8)的上下两侧分别固定相连有挡杆(3a5)和压板(3a3)固定相连,所述滑杆(3a8)的外壁下方设置有第一弹簧(3a4),所述第一弹簧(3a4)的两侧分别与l型杆(3a6)和压板(3a3)固定相连。
5.根据权利要求1所述的一种钣金件加工用点焊装置,其特征在于:所述底座(1)的上方前侧两部设置有钣金件(9),所述钣金件(9)的内侧与薄板(4a1)相贴合。
技术总结
本技术涉及钣金件点焊技术领域,尤其是一种钣金件加工用点焊装置,包括底座和支架,所述支架的上端中心固定相连有第二液压缸,所述第二液压缸的输出轴末端与第一液压缸固定相连,所述第一液压缸的输出轴末端与点焊头固定相连,所述底座的内部中心安装有挡料组件,所述支架的左右两端下方安装有压紧组件。通过气缸、L型杆、横板、压板、底杆之间的配合,钣金件和气缸带动L型杆向下移动,L型杆可先带动压板挤压在钣金件的表面,持续挤压后,此时底杆才会接触到横板,使得只有在压板先对钣金件实现挤压后才能实现薄板的抽离,避免了容易出现钣金件未限位情况下薄板抽离,造成钣金件的位置变动影响焊接效果的问题。
技术研发人员:方俊峰
受保护的技术使用者:天津太阳机电设备有限公司
技术研发日:20221224
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!