一种用于全铝车身骨架的快速切换工装的制作方法
本技术属于车身骨架,尤其涉及一种用于全铝车身骨架的快速切换工装。
背景技术:
1、在全铝车身骨架生产时,需要利用切换工装辅助车身骨架的焊接,申请号为202122624239.4的一种用于全铝车身骨架的快速切换工装,下固定座和上固定座安装在支撑柱上,升降导向轴竖直设在下固定座和上固定座之间,该切换工装的升降导向轴与上固定座和下固定座固定连接,连接强度较低且连接较为复杂,并且活动座沿升降导向轴移动的阻力较大。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种用于全铝车身骨架的快速切换工装,提高了升降导向结构的连接强度和安装的便捷程度,并且减小了升降的阻力。
2、其中本实用新型是通过以下技术方案得以实现的:
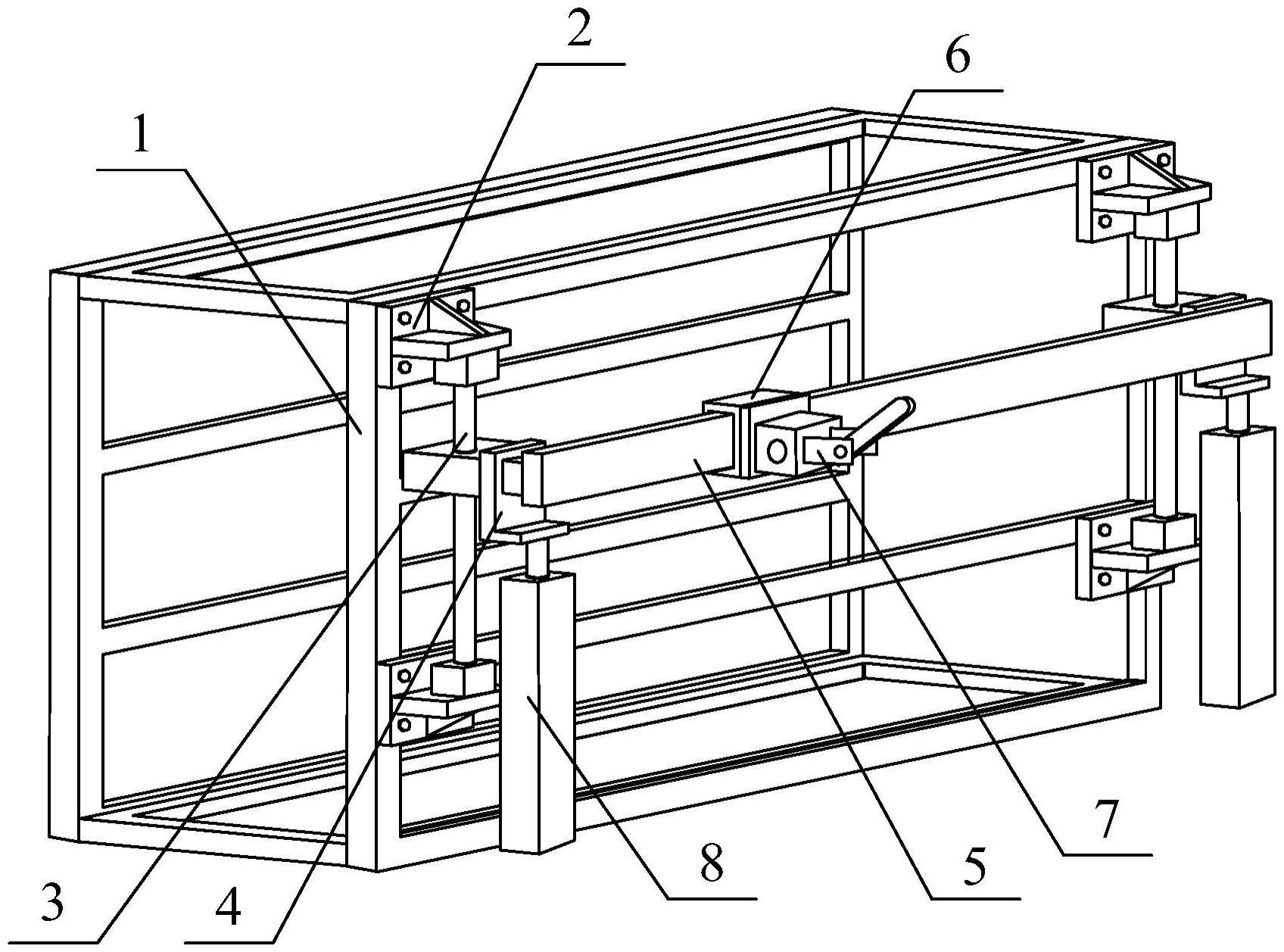
3、一种用于全铝车身骨架的快速切换工装,包括固定架,其特征在于,固定架的前侧四角部位分别安装有安装座结构,每两个上下设置的所述安装座结构之间安装有导向杆,每个所述导向杆的外侧安装有导向座结构,两个所述导向座结构之间的前部安装有定位横梁,定位横梁的前侧安装有导块,导块的前侧安装有切换夹爪,固定架的前部左右两侧分别设置有液压缸,安装座结构包括t型安装板,所述t型安装板的上侧中部一体化设置有肋板,t型安装板的下侧中部一体化设置有固定座,导向座结构包括导向座,导向座的右侧一体化设置有l型固定板,导向座的内部下侧开设的长方形凹槽的内部前后两侧分别轴接有导向轮。
4、与现有技术相比,本实用新型的有益效果为:
5、1.本实用新型中,所述的t型安装板,肋板和固定座的设置,有利于提高固定座与导向杆的连接强度和安装的便捷程度。
6、2.本实用新型中,所述的导向座,l型固定板和导向轮的设置,有利于减小导向座升降的阻力。
技术特征:
1.一种用于全铝车身骨架的快速切换工装,包括固定架(1),其特征在于,固定架(1)的前侧四角部位分别安装有安装座结构(2),每两个上下设置的所述安装座结构(2)之间安装有导向杆(3),每个所述导向杆(3)的外侧安装有导向座结构(4),两个所述导向座结构(4)之间的前部安装有定位横梁(5),定位横梁(5)的前侧安装有导块(6),导块(6)的前侧安装有切换夹爪(7),固定架(1)的前部左右两侧分别设置有液压缸(8)。
2.如权利要求1所述的用于全铝车身骨架的快速切换工装,其特征在于,安装座结构(2)包括t型安装板(21),所述t型安装板(21)的上侧中部一体化设置有肋板(22),t型安装板(21)的下侧中部一体化设置有固定座(23)。
3.如权利要求1所述的用于全铝车身骨架的快速切换工装,其特征在于,导向座结构(4)包括导向座(41),导向座(41)的右侧一体化设置有l型固定板(42),导向座(41)的内部下侧开设的长方形凹槽的内部前后两侧分别轴接有导向轮(43)。
4.如权利要求2所述的用于全铝车身骨架的快速切换工装,其特征在于,所述的t型安装板(21)螺栓连接在固定架(1)的前部四角部位。
5.如权利要求2所述的用于全铝车身骨架的快速切换工装,其特征在于,所述的固定座(23)的内部开设有用于固定导向杆(3)的盲孔,导向杆(3)纵向插接在上下两个相对设置的固定座(23)之间。
6.如权利要求3所述的用于全铝车身骨架的快速切换工装,其特征在于,所述的导向座(41)的内部上侧开设有用与插接导向杆(3)的通孔,通孔与长方形凹槽连通设置,导向座(41)通过通孔套接在导向杆(3)的外部。
技术总结
本技术提供一种用于全铝车身骨架的快速切换工装,包括固定架,其特征在于,固定架的前侧四角部位分别安装有安装座结构,每两个上下设置的所述安装座结构之间安装有导向杆。本技术T型安装板,肋板和固定座的设置,有利于提高固定座与导向杆的连接强度和安装的便捷程度。
技术研发人员:陈晓明,王艳峰,詹娜,张建东
受保护的技术使用者:天津市德立汽车部件有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!