量热弹焊接装置的制作方法
本技术涉及量热弹,尤其涉及一种量热弹焊接装置。
背景技术:
1、量热弹作为绝热加速量热仪、快速筛选量热仪、小型电池绝热量热仪仪器中测试样品存放的样品池,需在500℃高温下承受20mpa的压力,有着很高的性能要求。
2、量热弹的结构为球体和管体的连接体,而由不同壁厚和不同形状的零件焊接于一体,对薄壁处焊接质量要求很高。目前对于量热弹的焊接是先通过点焊固定,然后手工装夹、固定位置,然后再实现旋转满焊,存在着效率低、焊接一致性差、易破焊、安全隐患大等问题。存在着点焊时半球对接偏差,在满焊时会在点焊位置或者偏差量大的位置出现破焊,导致零件报废。
技术实现思路
1、本实用新型提出一种量热弹焊接装置以解决上述技术问题。
2、为了达到上述目的,本实用新型所采用的技术方案为:
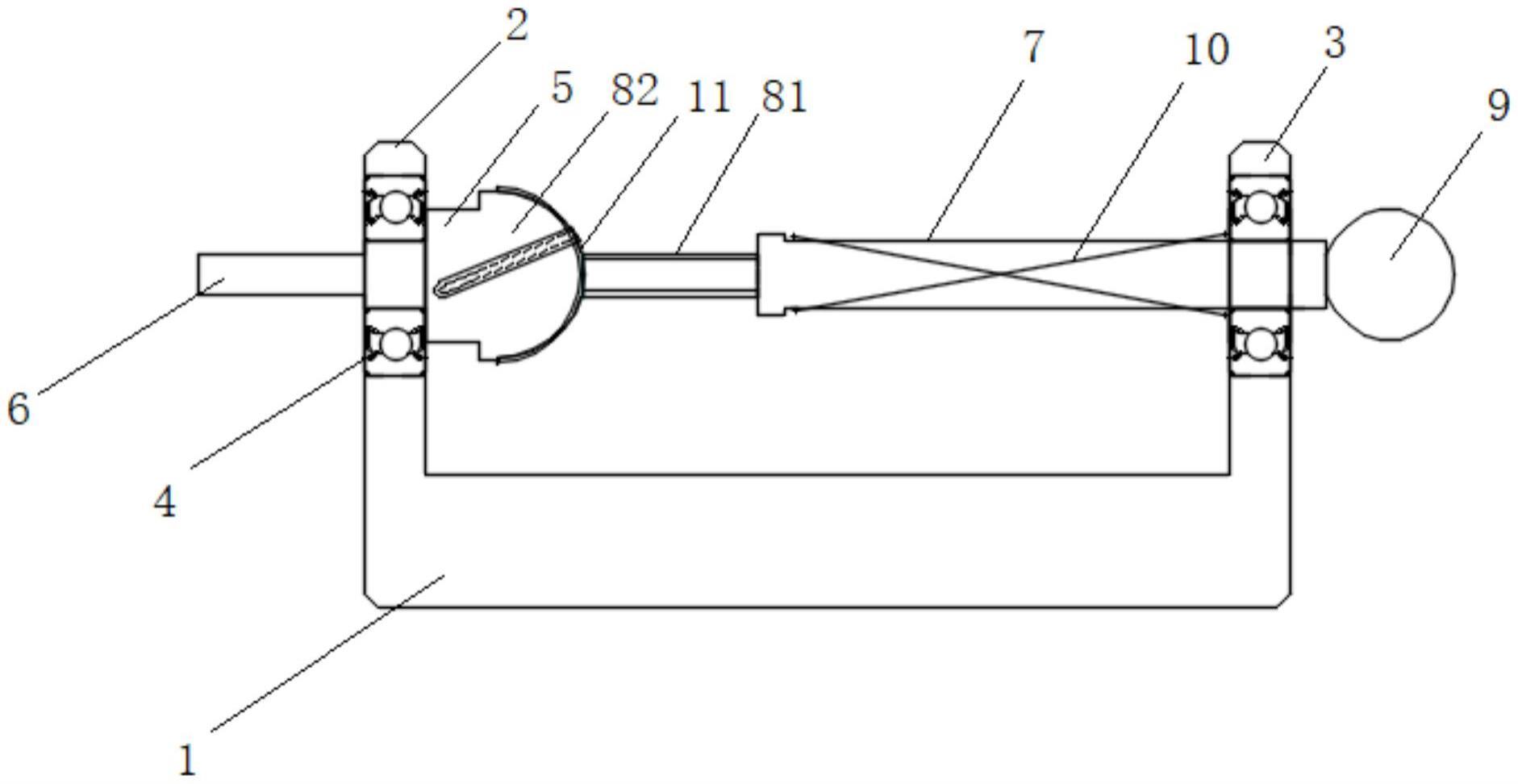
3、一种量热弹焊接装置,包括底座和分别竖直设置于底座两侧的量热弹安装板和焊机安装板,所述量热弹安装板套设有轴承,轴承外侧连接有电机,轴承内侧连接有用于夹装待焊接量热弹的量热弹固定座,所述量热弹固定座在电机驱动下可旋转,所述焊机安装板上贯穿设有焊机,焊机的内侧端设有激光焊源。
4、作为优选,所述焊机外侧端设有拉手,焊机上套设有弹簧。
5、作为优选,所述量热弹固定座包括半球固定座,所述半球固定座与量热弹上半球体相适配。
6、作为优选,所述量热弹上安装有半球形固定件,所述半球形固定件设有销棒,所述销棒与量热弹的定位孔匹配连接。
7、作为优选,所述量热弹固定座包括卡接的第一卡座和第二卡座,所述第一卡座设有与量热弹下半球体相适配的第一球形槽,所述第二卡座设有与量热弹管体及上半球体相适配的第二球形槽。
8、作为优选,还包括控制模块,所述电机、激光焊源分别与控制模块电连接。
9、与现有技术相比较,本实用新型可快捷完成对量热弹的焊接,大大改进了量热弹焊接的质量和效率,从而保障人员的安全。
技术特征:
1.一种量热弹焊接装置,其特征在于,包括底座和分别竖直设置于底座两侧的量热弹安装板和焊机安装板,所述量热弹安装板套设有轴承,轴承外侧连接有电机,轴承内侧连接有用于夹装待焊接量热弹的量热弹固定座,所述量热弹固定座在电机驱动下可旋转,所述焊机安装板上贯穿设有焊机,焊机的内侧端设有激光焊源。
2.根据权利要求1所述的量热弹焊接装置,其特征在于,所述焊机外侧端设有拉手,焊机上套设有弹簧。
3.根据权利要求1所述的量热弹焊接装置,其特征在于,所述量热弹固定座包括半球固定座,所述半球固定座与量热弹上半球体相适配。
4.根据权利要求3所述的量热弹焊接装置,其特征在于,所述量热弹上安装有半球形固定件,所述半球形固定件设有销棒,所述销棒与量热弹的定位孔匹配连接。
5.根据权利要求1所述的量热弹焊接装置,其特征在于,所述量热弹固定座包括卡接的第一卡座和第二卡座,所述第一卡座设有与量热弹下半球体相适配的第一球形槽,所述第二卡座设有与量热弹管体及上半球体相适配的第二球形槽。
6.根据权利要求1至5任意一项所述的量热弹焊接装置,其特征在于,还包括控制模块,所述电机、激光焊源分别与控制模块电连接。
技术总结
本技术公开了一种量热弹焊接装置,包括底座和分别竖直设置于底座两侧的量热弹安装板和焊机安装板,量热弹安装板套设有轴承,轴承外侧连接有电机,轴承内侧连接有用于夹装待焊接量热弹的量热弹固定座,量热弹固定座在电机驱动下可旋转,焊机安装板上贯穿设有焊机,焊机的内侧端设有激光焊源。本技术可快捷完成对量热弹的焊接,大大改进了量热弹焊接的质量和效率,从而保障人员的安全。
技术研发人员:斯荣钢,张红明,房威振,曾琦,刘康磊,郦俊威,赵云飞,张文磊,邱文泽,靳凯福,易明友,金琰
受保护的技术使用者:浙江浙仪工程技术有限公司
技术研发日:20221226
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!