一种连续模上推杆的制作方法
本申请涉及连续模领域,尤其是涉及一种连续模上推杆。
背景技术:
1、连续模,指的是压力机在一次冲压行程中,采用带状冲压原材料,在一副模具上用几个不同的工位同时完成多道冲压工序的冷冲压冲模,模具每冲压完成一次,料带定距移动一次,至产品完成。
2、连续模在进行冲压过程中,行进组将工件移动至下模组的成型工位,上模组的成型端与下模组的成型工位的位置一致,当工件位于成型工位时,上模组对下模组进行冲压,使工件冲压成型,成型的工件会位于成型工位内,此时需要使用上推杆将成型的工件从成型工位中推出,以避免影响下一次冲压运动。
3、目前上推杆在使用时,由于不同的成型工位尺寸不同,使用与成型工位对应尺寸的上推杆,需要的种类过多,损坏难以及时找到替代,相同尺寸的上推杆顶出不同尺寸的工件时,由于接触面积不变,容易使工件受力不均,对工件上推造成影响,难以充分脱离成型工位。
技术实现思路
1、为了改善难以适配不同尺寸的工位的问题,本申请提供一种连续模上推杆。
2、本申请提供的一种连续模上推杆采用如下的技术方案:
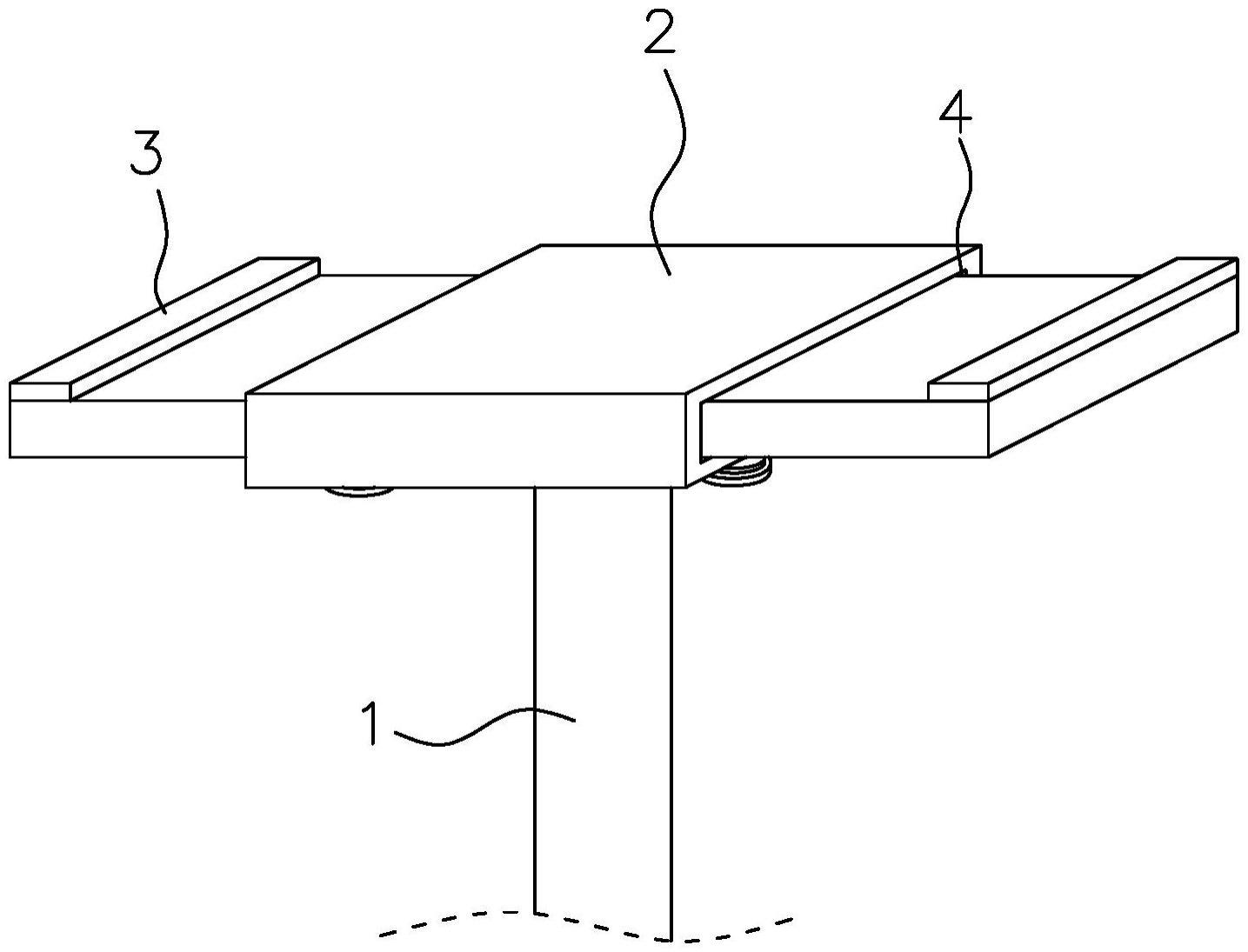
3、一种连续模上推杆,包括杆体、顶出件和张开机构;所述顶出件与所述杆体连接,且所述顶出件上开设有承插槽;所述张开机构通过所述承插槽与所述顶出件承插连接,且调整所述张开机构与所述承插槽的承插深度控制所述顶出件的顶出面积。
4、通过采用上述技术方案,当需要适应不同尺寸的成型工位时,将张开机构从顶出件的承插槽内拔出,从而使承插深度改变,通过张开机构从承插槽拉出的长度,以适配具体的成型工位尺寸,杆体受到外接驱动件的驱动作用,调整完成的张开机构与顶出件一同与成型的工件接触并顶出成型的工件,从而达到配合控制顶出件调整与成型工件的接触面积,保证工件顶出过程中的稳定性。
5、可选的,所述张开机构与所述承插槽均至少设置一个。
6、通过采用上述技术方案,承插槽与张开机构相对应且设置数量越多,能够适配的成型工位尺寸越大。
7、可选的,所述张开机构包括承插部、抵接部和紧固部;所述承插部通过所述承插槽与所述顶出件承插连接;所述抵接部安装于所述承插部远离顶出件一端;所述紧固部与所述顶出件靠近杆体一端螺接,且贯穿所述顶出件延伸至所述承插槽,并与所述承插部抵接。
8、通过采用上述技术方案,当需要适配所需尺寸的成型工位时,将承插部沿承插槽拉取,直至适配成型工位的长度后,将紧固部通过螺纹孔与顶出件螺接,并不断旋入承插槽内,直至紧固部与承插板抵紧,以固定承插板和抵接板的位置,防止承插板移动。
9、可选的,所述抵接部与所述顶出件远离所述杆体一端部均位于同一水平面。
10、通过采用上述技术方案,工件接触时,抵接部与顶出板形成多点支撑,增加的工件的受力面积,同时调整了工件的受力点,在外接驱动件将杆体、顶出板以及抵接板将冲压成型的工件推出成型工位时,工件能够更平稳顶出。
11、可选的,还包括有联动机构;所述联动机构与所述杆体活动连接,且与所述张开机构连接。
12、通过采用上述技术方案,通过联动机构将所有张开机构统一控制松紧度以及承插深度,以达到使用更便捷的作用。
13、可选的,所述联动机构包括调节部、活动部和螺纹部;所述杆体上开设外螺纹,所述螺纹部与所述杆体螺接;所述活动部安装于所述螺纹部靠近所述顶出件一端;所述调节部一端与所述张开机构活动连接,另一端与所述活动部活动连接。
14、通过采用上述技术方案,对螺纹部施加旋转力的作用,使螺纹部通过外螺纹沿杆体移动,并带动活动部沿杆体移动,由于调节部的长度不变,因此当活动部移动时,会推动调节部,使调节部将承插部沿承插槽拉出或推入承插槽,以进行调整承插部以及抵接部的位置。
15、可选的,所述活动部包括连接筒和活动轴承;所述连接筒与所述螺纹部靠近所述顶出件一端连接,且与所述活动轴承活动连接;所述调节部与所述活动轴承活动连接。
16、通过采用上述技术方案,通过连接筒与活动轴承的活动连接,使连接筒可沿活动轴承旋转,让螺纹部在旋转过程中,活动轴承不受旋转作用的影响,只收到连接筒推移的影响,可带动调节部沿杆体移动。
17、可选的,所述调节部的设置数量与所述张开机构的数量一致。
18、通过采用上述技术方案,当张开机构设置多个时通过对应的推拉杆受到活动部、螺纹部的作用驱动作用将所有张开机构进行展开或收合,以达到统一控制调节的作用,提高调节的便捷性。
19、综上所述,本申请包括以下至少一种有益技术效果:
20、1、当需要适应不同尺寸的成型工位时,将张开机构从顶出件的承插槽内拔出,从而使承插深度改变,通过张开机构从承插槽拉出的长度,以适配具体的成型工位尺寸,杆体受到外接驱动件的驱动作用,调整完成的张开机构与顶出件一同与成型的工件接触并顶出成型的工件,从而达到配合控制顶出件调整与成型工件的接触面积,保证工件顶出过程中的稳定性;
21、2、当需要适配所需尺寸的成型工位时,将承插部沿承插槽拉取,直至适配成型工位的长度后,将紧固部通过螺纹孔与顶出件螺接,并不断旋入承插槽内,直至紧固部与承插板抵紧,以固定承插板和抵接板的位置,防止承插板移动;
22、3、通过联动机构将所有张开机构统一控制松紧度以及承插深度,以达到使用更便捷的作用;
23、4、对螺纹部施加旋转力的作用,使螺纹部通过外螺纹沿杆体移动,并带动连接筒与活动轴承沿杆体移动,由于调节部的长度不变,因此当活动轴承沿杆体移动时,会推动推拉杆,使调节部将承插部沿承插槽拉出或推入承插槽,以进行调整承插部以及抵接部的位置,根据调节部的数量与张开机构一致,以通过联动机构统一调节控制张开机构的展开或收合,提高调节的便捷性。
技术特征:
1.一种连续模上推杆,其特征在于,包括杆体(1)、顶出件(2)和张开机构(3);所述顶出件(2)与所述杆体(1)连接,且所述顶出件(2)上开设有承插槽(4);所述张开机构(3)通过所述承插槽(4)与所述顶出件(2)承插连接,且调整所述张开机构(3)与所述承插槽(4)的承插深度控制所述顶出件(2)的顶出面积。
2.根据权利要求1所述的一种连续模上推杆,其特征在于,所述张开机构(3)与所述承插槽(4)均至少设置一个。
3.根据权利要求1所述的一种连续模上推杆,其特征在于,所述张开机构(3)包括承插部(31)、抵接部(32)和紧固部(33);所述承插部(31)通过所述承插槽(4)与所述顶出件(2)承插连接;所述抵接部(32)安装于所述承插部(31)远离顶出件(2)一端;所述紧固部(33)与所述顶出件(2)靠近杆体(1)一端螺接,且贯穿所述顶出件(2)延伸至所述承插槽(4),并与所述承插部(31)抵接。
4.根据权利要求3所述的一种连续模上推杆,其特征在于,所述抵接部(32)与所述顶出件(2)远离所述杆体(1)一端部均位于同一水平面。
5.根据权利要求1所述的一种连续模上推杆,其特征在于,还包括有联动机构(5);所述联动机构(5)与所述杆体(1)活动连接,且与所述张开机构(3)连接。
6.根据权利要求5所述的一种连续模上推杆,其特征在于,所述联动机构(5)包括调节部(51)、活动部(52)和螺纹部(53);所述杆体(1)上开设外螺纹,所述螺纹部(53)与所述杆体(1)螺接;所述活动部(52)安装于所述螺纹部(53)靠近所述顶出件(2)一端;所述调节部(51)一端与所述张开机构(3)活动连接,另一端与所述活动部(52)活动连接。
7.根据权利要求6所述的一种连续模上推杆,其特征在于,所述活动部(52)包括连接筒(521)和活动轴承(522);所述连接筒(521)与所述螺纹部(53)靠近所述顶出件(2)一端连接,且与所述活动轴承(522)活动连接;所述调节部(51)与所述活动轴承(522)活动连接。
8.根据权利要求6所述的一种连续模上推杆,其特征在于,所述调节部(51)的设置数量与所述张开机构(3)的数量一致。
技术总结
本申请涉及连续模领域,提供了一种连续模上推杆,包括杆体、顶出件和张开机构;所述顶出件与所述杆体连接,且所述顶出件上开设有承插槽;所述张开机构通过所述承插槽与所述顶出件承插连接,且调整所述张开机构与所述承插槽的承插深度控制所述顶出件的顶出面积。本申请具有适配不同工位的尺寸的效果。
技术研发人员:邬全军
受保护的技术使用者:厦门奥麒精密五金制品有限公司
技术研发日:20221226
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!