一种线鼻子成型装置的制作方法
本技术涉及线鼻子加工领域,特别涉及一种线鼻子成型装置。
背景技术:
1、线鼻子(dt)常用于电缆末端连接和续接,能让电缆和电器连接更牢固、更安全,是建筑、电力设备、电器连接等常用的材料。一般导线与接线端子连接时,按照国家接线规范要求电缆末端连接均需使用对应的接线连接端子,而如果是4mm²以上的多股铜线则需装接线鼻子,再与接线端子连接,产品外观规格良好,导电性能好,安全。
2、现有线鼻子通常都是由铜管制成的,首先,先取一个所需直径的长的铜管,然后将铜管切割呈所需尺寸的短铜管,最后再将短铜管送至成型装置处,对短铜管进行冲压、冲孔,从而形成所需的线鼻子。
3、在对短铜管进行冲压、冲孔的过程中,传统的加工方式是分别加工的方式,即将短铜管料堆先送至冲压工序处,利用冲压装置对料堆中的所有短铜管全部进行冲压后,再将料堆送至冲孔工序处,再利用冲孔装置对料堆中的所有短铜管进行冲孔,完成加工。上述的这种加工方式需要设计到短铜管料堆的多次周转,非常的麻烦,而且采用这种分别加工的方式,容易出现漏加工的现象。
技术实现思路
1、本实用新型要解决的技术问题是提供一种加工方便、避免出现漏加工的线鼻子成型装置。
2、为解决上述技术问题,本实用新型的技术方案为:一种线鼻子成型装置,其创新点在于:包括
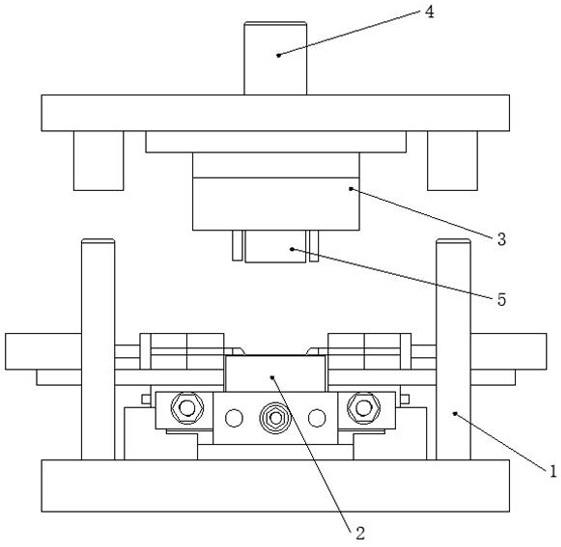
3、一成型模架,在成型模架上安装有成型底板、上冲板,所述上冲板由安装在成型模架上主缸驱动进行上下升降,从而靠近或远离成型底板,在上冲板的底端安装有并列分布的冲板、冲头;
4、设置成型模架一侧的上料单元,所述上料单元包括上料底板、上料侧板,其中,上料底板倾斜设置在成型模架的旁侧,其倾斜方向为自上料底板靠近成型模架的一侧起逐渐向上倾斜,所述上料侧板一共有两个,分别连接在上料底板的两侧,所述上料侧板与上料底板共同配合形成一容短铜管暂存并活动的供料腔,在成型模架靠近上料底板的一侧还设置有一对挡料块;
5、定义成型底板上具有四个加工位置,依次为第一加工位、第二加工位、第三加工位、第四加工位,其中,第一加工位处于挡料块处,冲板位于第二加工位的上方,冲头位于第三加工位的上方,在成型底板上位于第二加工位、第三加工位处的两侧还均安装有一对支撑块;
6、设置在成型模架上的移料单元,用于夹取短铜管在四个加工位置处依次移动,所述移料单元包括一对并列分布的第一移料板,第一移料板由安装在成型模架上升降气缸驱动进行上下升降,所述升降气缸由安装在成型模架上的平移气缸驱动沿着四个加工位置的分布方向进行往复移动;
7、在两个第一移料板相互相邻的一侧还安装有第二移料板,所述第二移料板由安装在第一移料板上的气缸驱动相互靠近或远离,第二移料板沿着四个加工位置的分布方向延伸,在第二移料板上位于第一加工位、第二加工位、第三加工位处还均安装有一夹持块,两个第二移料板上的夹持块共同配合,同时抓取三个短铜管同步移动。
8、进一步的,所述上料底板的上端面上还设置有一倾斜设置的压板,所述压板的倾斜方向与上料底板的倾斜方向相同,所述压板与上料底板之间留有间隙,该间隙的尺寸大于单个短铜管外壁的直径,并小于两个短铜管外壁的直径的总和。
9、进一步的,所述第二移料板的夹持块上还安装有伸入短铜管内的夹持柱。
10、本实用新型的优点在于:在本实用新型中,通过成型模架、上料单元及移料单元的共同配合,从而能够实现对单个短铜管的冲压、冲压的依次加工,无需按料堆进行加工,确保每个短铜管均能实现加工,避免出现漏加工的现象,而且整个加工过程无需设计到料堆的周转,非常的方便。
11、移料单元的设计,第二移料板上采用三个夹持块的配合来实现三个短铜管的同时装夹,再配合第一移料板的移动,从而能够实现对两个不同的短铜管分别进行冲压与冲孔的同时加工,大大减少成型加工的时间,提高工作效率。
12、上料底板上的压板的设计,则是为了与上料底板进行配合,确保短铜管能够按顺序依次输送,避免出现重叠的现象,而影响到后续加工的顺利进行。
13、对于夹持块上的夹持柱的设计,则是利用夹持柱伸入短铜管内的方式来实现对短铜管的辅助夹持,确保每次均能实现对短铜管的夹持,为后续的冲压、冲孔加工的顺利进行提供了基础。
技术特征:
1.一种线鼻子成型装置,其特征在于:包括
2.根据权利要求1所述的线鼻子成型装置,其特征在于:所述上料底板的上端面上还设置有一倾斜设置的压板,所述压板的倾斜方向与上料底板的倾斜方向相同,所述压板与上料底板之间留有间隙,该间隙的尺寸大于单个短铜管外壁的直径,并小于两个短铜管外壁的直径的总和。
3.根据权利要求1所述的线鼻子成型装置,其特征在于:所述第二移料板的夹持块上还安装有伸入短铜管内的夹持柱。
技术总结
本技术涉及一种线鼻子成型装置,包括一成型模架,在成型模架上安装有成型底板、上冲板;设置成型模架一侧的上料单元,上料单元包括上料底板、上料侧板,在成型模架靠近上料底板的一侧还设置有一对挡料块;设置在成型模架上的移料单元,用于夹取短铜管在四个加工位置处依次移动,所述移料单元包括第一移料板、第二移料板,在第二移料板上还安装有一夹持块。本技术的优点在于:通过成型模架、上料单元及移料单元的共同配合,从而能够实现对单个短铜管的冲压、冲压的依次加工,无需按料堆进行加工,确保每个短铜管均能实现加工,避免出现漏加工的现象,而且整个加工过程无需设计到料堆的周转,非常的方便。
技术研发人员:吴江
受保护的技术使用者:如皋市凯凯电信器材有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!