一种对称壳体件公用的机加工工装的制作方法
本技术涉及夹具工装等相关,尤其涉及一种对称壳体件公用的机加工工装。
背景技术:
1、多孔位两个产品同时机加加工工装作为汽车铝铸件机加工提质增效增量的一个重要工具,压铸件因其本身特有的披锋毛刺、出模斜度,以往是通过专用非自动装夹加工工装调试来保证,不能够同时装夹多个产品,不仅产量低还不稳定,并且加工精度较低。
技术实现思路
1、有鉴于此,为解决上述问题,本实用新型的目的在于提供一种对称壳体件公用的机加工工装,其中,包括:
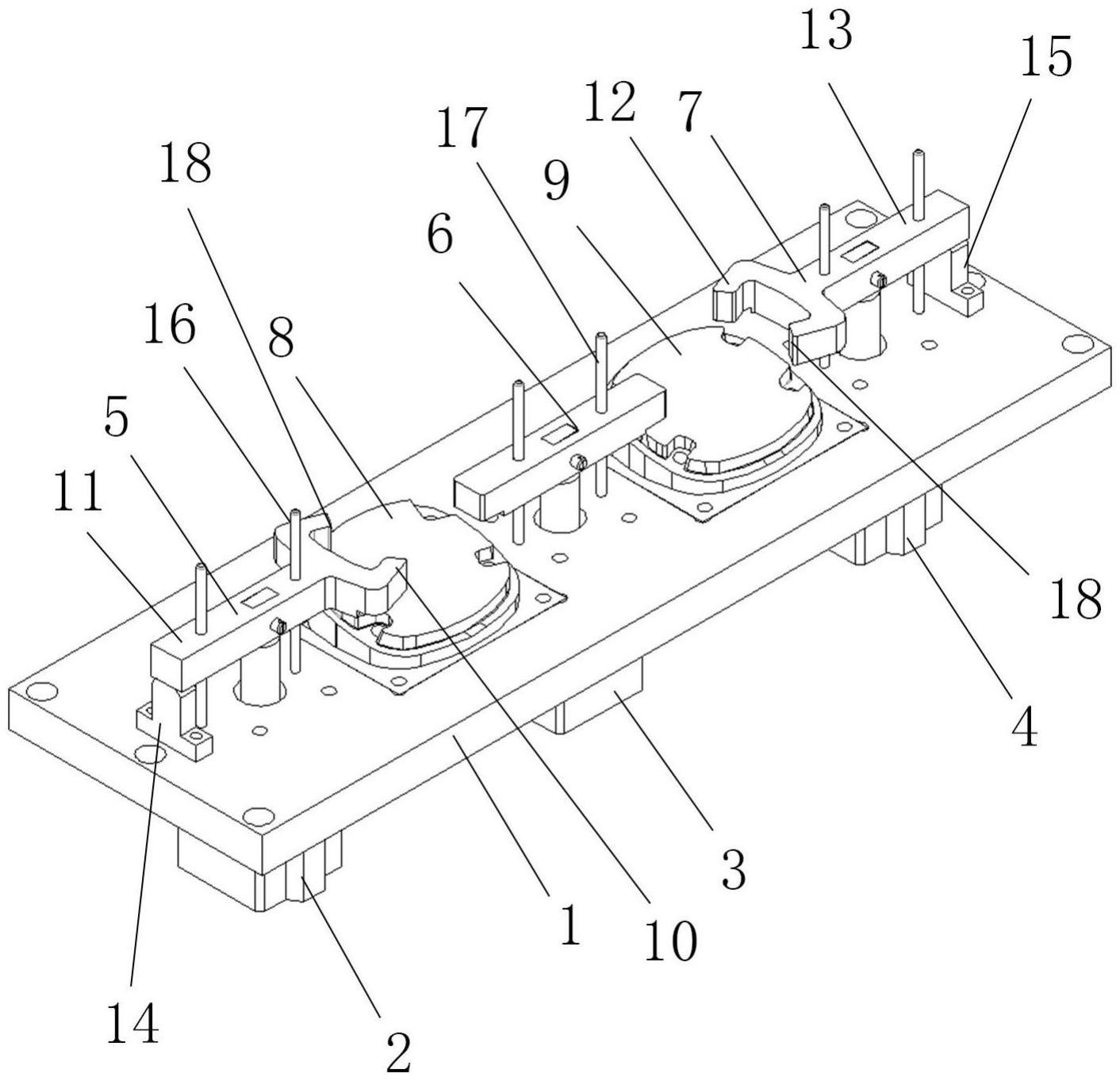
2、基板、第一气缸、第二气缸、第三气缸、第一压紧块、第二压紧块、第三压紧块、第一定位块、第二定位块;
3、所述第一气缸安装于所述基板的下表面,所述第一压紧块安装于所述基板的上表面,且所述第一气缸的升降轴穿过所述基板安装于所述第一压紧块;
4、所述第二气缸安装于所述基板的下表面,所述第二压紧块安装于所述基板的下表面,且所述第二气缸的升降轴穿过所述基板安装于所述第二压紧块;
5、所述第三气缸安装于所述基板的下表面,所述第三压紧块安装于所述基板的下表面,且所述第三气缸的升降轴穿过所述基板安装于所述第二压紧块;
6、所述第二压紧块位于所述第一压紧块和所述第三压紧块之间;
7、所述第一定位块和所述第二定位块安装于所述基板的上表面;
8、所述第一定位块位于所述第一压紧块和所述第二压紧块之间,所述第二定位块位于所述第二压紧块和所述第三压紧块之间。
9、上述一种对称壳体件公用的机加工工装,其中,所述第一压紧块包括:第一压紧部、第一安装部;所述第一安装部安装于所述第一气缸的升降轴,所述第一压紧部安装于所述第一安装部,且所述第一压紧部正对所述第二压紧块。
10、上述一种对称壳体件公用的机加工工装,其中,所述第三压紧块包括:第二压紧部、第二安装部;所述第二安装部安装于所述第三气缸的升降轴,所述第二压紧部安装于所述第二安装部,且所述第二压紧部正对所述第二压紧块。
11、上述一种对称壳体件公用的机加工工装,其中,所述第一压紧部呈“凵”字形,所述“凵”字形的所述第一压紧部的开口正对所述第二压紧块;所述第二压紧部呈“凵”字形,所述“凵”字形的所述第二压紧部的开口正对所述第二压紧块。
12、上述一种对称壳体件公用的机加工工装,其中,所述第二压紧块呈矩形。
13、上述一种对称壳体件公用的机加工工装,其中,还包括:第一定位支座;所述第一定位支座的一端安装于所述基板的上表面,所述第一定位支座的另一端与所述第一安装部远离所述第一压紧部的一端相抵。
14、上述一种对称壳体件公用的机加工工装,其中,还包括:第二定位支座;所述第二定位支座的一端安装于所述基板的上表面,所述第二定位支座的另一端与所述第二安装部远离所述第二压紧部的一端相抵。
15、上述一种对称壳体件公用的机加工工装,其中,所述第一定位支座呈“凸”字形;所述第二定位支座呈“凸”字形。
16、上述一种对称壳体件公用的机加工工装,其中,还包括:四第一导向杆;所述第一安装部上设有两第一通孔,其中两所述第一导向杆穿过两所述第一通孔安装于所述基板;所述第二安装部上设有两第二通孔,其余两所述第一导向杆穿过两所述第一通孔安装于所述基板。
17、上述一种对称壳体件公用的机加工工装,其中,还包括:两第二导向杆;所述第二压紧块上设有两第三通孔,两所述第二导向杆穿过两所述第三通孔安装于所述基板。
18、上述技术方案与现有技术相比具有的积极效果是:
19、通过对本实用新型的应用,提供了一种对称壳体件公用的机加工工装,在第一定位块和第二定位块上放置工件,然后第一气缸、第二气缸以及第三气缸带动第一压紧块、第二压紧块以及第三压紧块向下移动对工件进行夹紧,可以有效地适进行两个产品各四处的不同角度螺纹孔机加工,避免了多次装夹,还能同时保证加工的精度,还提升了加工的效率。
技术特征:
1.一种对称壳体件公用的机加工工装,其特征在于,包括:
2.根据权利要求1所述一种对称壳体件公用的机加工工装,其特征在于,所述第一压紧块包括:第一压紧部、第一安装部;所述第一安装部安装于所述第一气缸的升降轴,所述第一压紧部安装于所述第一安装部,且所述第一压紧部正对所述第二压紧块。
3.根据权利要求2所述一种对称壳体件公用的机加工工装,其特征在于,所述第三压紧块包括:第二压紧部、第二安装部;所述第二安装部安装于所述第三气缸的升降轴,所述第二压紧部安装于所述第二安装部,且所述第二压紧部正对所述第二压紧块。
4.根据权利要求3所述一种对称壳体件公用的机加工工装,其特征在于,所述第一压紧部呈“凵”字形,所述“凵”字形的所述第一压紧部的开口正对所述第二压紧块;所述第二压紧部呈“凵”字形,所述“凵”字形的所述第二压紧部的开口正对所述第二压紧块。
5.根据权利要求1所述一种对称壳体件公用的机加工工装,其特征在于,所述第二压紧块呈矩形。
6.根据权利要求3所述一种对称壳体件公用的机加工工装,其特征在于,还包括:第一定位支座;所述第一定位支座的一端安装于所述基板的上表面,所述第一定位支座的另一端与所述第一安装部远离所述第一压紧部的一端相抵。
7.根据权利要求6所述一种对称壳体件公用的机加工工装,其特征在于,还包括:第二定位支座;所述第二定位支座的一端安装于所述基板的上表面,所述第二定位支座的另一端与所述第二安装部远离所述第二压紧部的一端相抵。
8.根据权利要求7所述一种对称壳体件公用的机加工工装,其特征在于,所述第一定位支座呈“凸”字形;所述第二定位支座呈“凸”字形。
9.根据权利要求3所述一种对称壳体件公用的机加工工装,其特征在于,还包括:四第一导向杆;所述第一安装部上设有两第一通孔,其中两所述第一导向杆穿过两所述第一通孔安装于所述基板;所述第二安装部上设有两第二通孔,其余两所述第一导向杆穿过两所述第一通孔安装于所述基板。
10.根据权利要求1所述一种对称壳体件公用的机加工工装,其特征在于,还包括:两第二导向杆;所述第二压紧块上设有两第三通孔,两所述第二导向杆穿过两所述第三通孔安装于所述基板。
技术总结
本技术公开了一种对称壳体件公用的机加工工装,其特征在于,包括:第一气缸安装于基板的下表面,第一压紧块安装于基板的上表面,第一气缸的升降轴穿过基板安装于第一压紧块;第二气缸安装于基板的下表面,第二压紧块安装于基板的下表面,第二气缸的升降轴穿过基板安装于第二压紧块;第三气缸安装于基板的下表面,第三压紧块安装于基板的下表面,第三气缸的升降轴穿过基板安装于第二压紧块;第二压紧块位于第一压紧块和第三压紧块之间;第一定位块和第二定位块安装于基板的上表面;第一定位块位于第一压紧块和第二压紧块之间,第二定位块位于第二压紧块和第三压紧块之间。本装置避免了多次装夹,还能同时保证加工的精度,还提升了加工的效率。
技术研发人员:时丹英
受保护的技术使用者:上海海帕压铸件有限公司
技术研发日:20221227
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!