仿形型材加工工装的制作方法
本申请涉及型材加工,特别是涉及一种仿形型材加工工装。
背景技术:
1、目前,对于仿形型材的加工并无专用的加工工装,而是利用常规加工工装分阶段分区域进行加工,这样不仅会使得加工耗时较长,而且由于仿形型材的形状不规则而使得受力不均出现加工偏斜,导致仿形型材的加工精度降低。
技术实现思路
1、基于此,有必要提供一种加工效率及精度均较高的仿形型材加工工装。
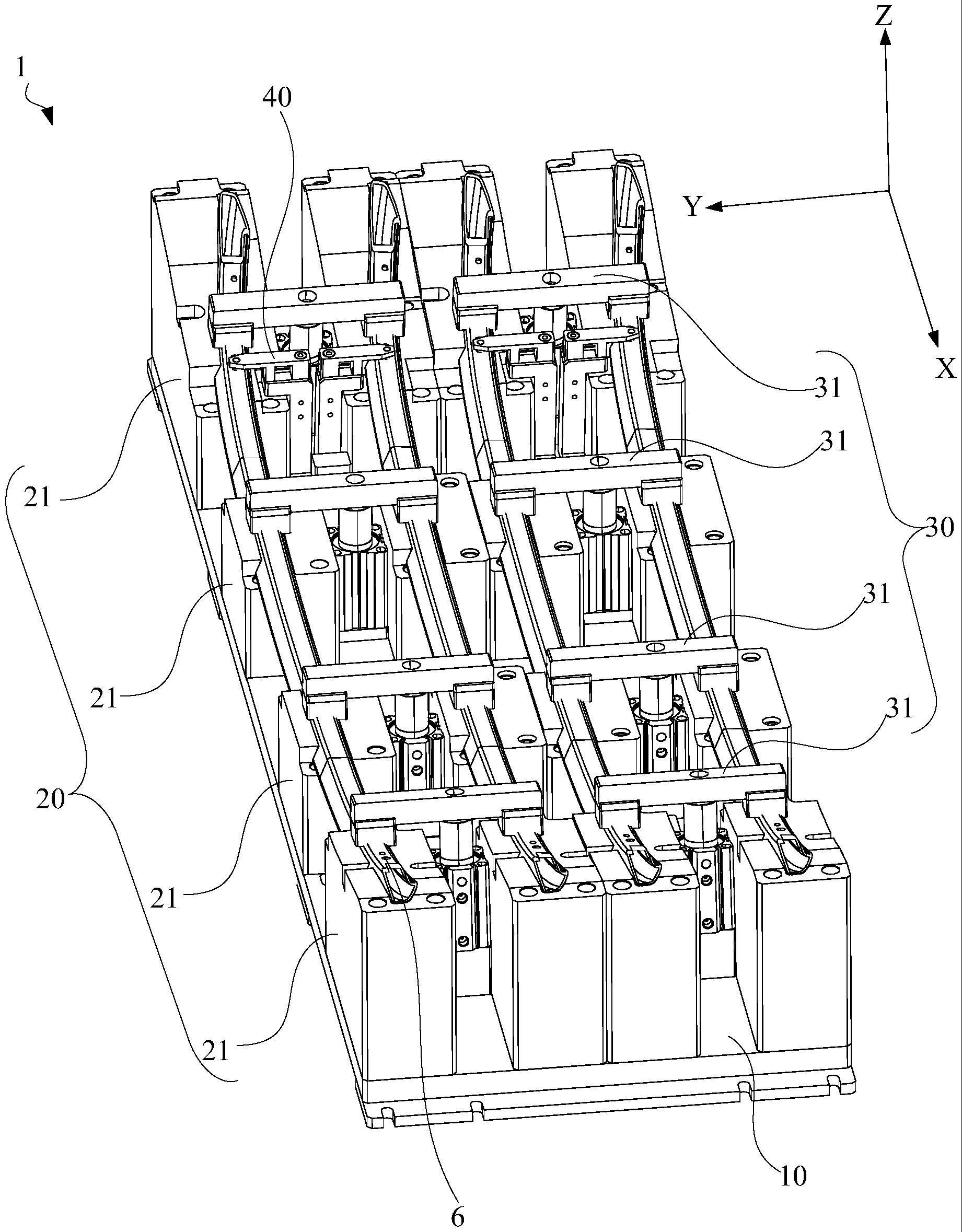
2、一种仿形型材加工工装,用于对仿形型材进行固定,所述仿形型材具有长度方向、宽度方向及厚度方向,所述仿形型材加工工装包括:
3、基板;
4、仿形块组,固定安装于所述基板;所述仿形块组包括多个仿形块,多个所述仿形块沿所述长度方向间隔分布;任一所述仿形块均开设有容纳槽,沿所述厚度方向,部分所述仿形型材能够容纳于所述容纳槽,部分所述仿形型材露出于所述容纳槽,所述容纳槽的深度至少等于所述仿形型材沿所述厚度方向的尺寸的一半,且所述容纳槽的内壁面与所述仿形型材的外壁面相匹配;及
5、压块组,固定安装于所述基板;所述压块组包括与多个所述仿形块一一对应设置的压紧件;所述压紧件包括驱动件及与所述驱动件连接的压块,所述驱动件能够驱动所述压块沿所述厚度方向运动,并带动所述压块压紧于露出于所述容纳槽的部分所述仿形型材上。
6、上述仿形型材加工工装中,通过设置多个沿长度方向间隔设置的仿形块,可以使各仿形块对仿形型材沿长度方向的多个位置进行稳定支撑;通过在仿形块上开设容纳仿形型材的容纳槽,并使容纳槽的内壁面与仿形型材的外壁面相匹配,从而使仿形块以面面贴合的方式对仿形型材提供稳定的支撑;通过使容纳槽的深度至少等于仿形型材沿厚度方向的尺寸的一半,在仿形型材容置于容纳槽后,可以使仿形型材的至少一半能够稳定的容纳于容纳槽内,避免仿形型材在加工过程中由于震动而脱离容纳槽,同时,容纳槽沿宽度方向的两个侧壁能够紧贴仿形型材沿宽度方向的两侧面,从而避免仿形型材沿宽度方向活动,实现对仿形型材的稳定限位;通过驱动件带动压块沿厚度方向运动,以使压块能够压紧于露出于容纳槽的部分仿形型材上,从而在厚度方向上对仿形型材进行稳定限位。如此,在仿形块组与压块组的共同配合下可以对仿形型材进行较为稳定的固定,从而在刀具对仿形型材进行加工时,仿形型材将不会出现偏斜、移位,进而使仿形型材的加工精度提升,此外,仿形型材上待加工的表面将位于露出于容纳槽的部分仿形型材上,在仿形块组与压块组对整个仿形型材进行稳定固定的情况下,刀具可以对待加工面进行一次性加工,从而无需分阶段分区域进行加工,达到提高加工效率的目的。
7、在其中一个实施例中,所述仿形型材具有中间区域及位于所述中间区域沿所述长度方向的相对两侧的两个端部区域,两个所述端部区域沿所述厚度方向向所述中间区域的同一侧弯曲;
8、所述仿形块组中,对应于所述端部区域的所述仿形块的高度大于对应于所述中间区域的所述仿形块的高度;及/或,自所述中间区域向所述端部区域,所述仿形块的高度逐渐增大。
9、在其中一个实施例中,任一所述仿形块均开设有与所述容纳槽连通的缺口,所述缺口沿靠近相邻另一所述仿形块的方向延伸并贯穿所述仿形块。
10、在其中一个实施例中,所述压块具有柔性;所述压块沿所述型材的宽度方向延伸且凸出于所述型材的两侧。
11、在其中一个实施例中,所述压紧件包括连接于所述驱动件与所述压块之间的连接杆,所述连接杆与所述驱动件转动连接,以能够带动所述压块在与所述厚度方向相垂直的平面上相对所述驱动件旋转。
12、在其中一个实施例中,所述连接杆的两端均连接有所述压块,所述驱动件连接于所述连接杆的中间位置。
13、在其中一个实施例中,所述仿形块组与所述压块组均为多个,任一所述压块组的两侧均设置有所述仿形块组,从而相邻两个所述仿形块组共用一个所述压块组。
14、在其中一个实施例中,多个所述压块组中的多个所述驱动件电性串联。
15、在其中一个实施例中,所述仿形型材开设有定位孔;所述仿形型材加工工装还包括定位件,所述定位件包括底座、连接件及定位柱,所述底座安装于所述基板,所述连接件与所述底座沿所述厚度方向活动连接,所述定位柱连接于所述连接件,且能够与所述定位孔相匹配。
16、在其中一个实施例中,所述仿形型材加工工装还包括用于刀具进行找准的三个基准块,三个所述基准块呈三角形分布于所述基板上。
技术特征:
1.一种仿形型材加工工装,用于对仿形型材进行固定,所述仿形型材具有长度方向、宽度方向及厚度方向,其特征在于,所述仿形型材加工工装包括:
2.根据权利要求1所述的仿形型材加工工装,其特征在于,所述仿形型材具有中间区域及位于所述中间区域沿所述长度方向的相对两侧的两个端部区域,两个所述端部区域沿所述厚度方向向所述中间区域的同一侧弯曲;
3.根据权利要求1所述的仿形型材加工工装,其特征在于,任一所述仿形块均开设有与所述容纳槽连通的缺口,所述缺口沿靠近相邻另一所述仿形块的方向延伸并贯穿所述仿形块。
4.根据权利要求1所述的仿形型材加工工装,其特征在于,所述压块具有柔性;所述压块沿所述型材的宽度方向延伸且凸出于所述型材的两侧。
5.根据权利要求1所述的仿形型材加工工装,其特征在于,所述压紧件包括连接于所述驱动件与所述压块之间的连接杆,所述连接杆与所述驱动件转动连接,以能够带动所述压块在与所述厚度方向相垂直的平面上相对所述驱动件旋转。
6.根据权利要求5所述的仿形型材加工工装,其特征在于,所述连接杆的两端均连接有所述压块,所述驱动件连接于所述连接杆的中间位置。
7.根据权利要求5所述的仿形型材加工工装,其特征在于,所述仿形块组与所述压块组均为多个,任一所述压块组的两侧均设置有所述仿形块组,从而相邻两个所述仿形块组共用一个所述压块组。
8.根据权利要求7所述的仿形型材加工工装,其特征在于,多个所述压块组中的多个所述驱动件电性串联。
9.根据权利要求1所述的仿形型材加工工装,其特征在于,所述仿形型材开设有定位孔;所述仿形型材加工工装还包括定位件,所述定位件包括底座、连接件及定位柱,所述底座安装于所述基板,所述连接件与所述底座沿所述厚度方向活动连接,所述定位柱连接于所述连接件,且能够与所述定位孔相匹配。
10.根据权利要求1所述的仿形型材加工工装,其特征在于,所述仿形型材加工工装还包括用于刀具进行找准的三个基准块,三个所述基准块呈三角形分布于所述基板上。
技术总结
本申请涉及一种仿形型材加工工装,其包括基板、仿形块组及压块组,仿形块组及压块组均固定安装于基板;仿形块组包括多个仿形块,多个仿形块沿长度方向间隔分布;任一仿形块均开设有容纳槽,沿厚度方向,部分仿形型材能够容纳于容纳槽,部分仿形型材露出于容纳槽,容纳槽的深度至少等于仿形型材沿厚度方向的尺寸的一半,且容纳槽的内壁面与仿形型材的外壁面相匹配;压块组包括与多个仿形块一一对应设置的压紧件;压紧件包括驱动件及与驱动件连接的压块,驱动件能够驱动压块沿厚度方向运动,并带动压块压紧于露出于容纳槽的部分仿形型材上。仿形块组与压块组共同配合以稳定固定仿形型材,使仿形型材被一次性加工而加工精度、加工效率均得到提升。
技术研发人员:徐超,舒畅,罗宇,李爱军,孟祥东
受保护的技术使用者:江苏普拉迪数控科技有限公司
技术研发日:20221227
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!