进气冒总成焊接夹具的制作方法
本技术属于夹具,更具体地说,特别涉及进气冒总成焊接夹具。
背景技术:
1、在对进气冒总成进行焊接加工的时候,通常需要用到焊接夹具,使其可以稳固固定进行焊接。
2、现有的进气冒总成焊接夹具在使用的时候,压紧固定进气冒总成的时候,其接触位置容易出现划痕以及变形,缺少柔性接触的结构,进气冒总成的接口位置支撑固定效果较差,容易出现脱离,缺少定位支撑的结构。
技术实现思路
1、为了解决上述技术问题,本实用新型提供进气冒总成焊接夹具,以解决现有的进气冒总成焊接夹具在使用的时候,压紧固定进气冒总成的时候,其接触位置容易出现划痕以及变形,缺少柔性接触的结构的问题。
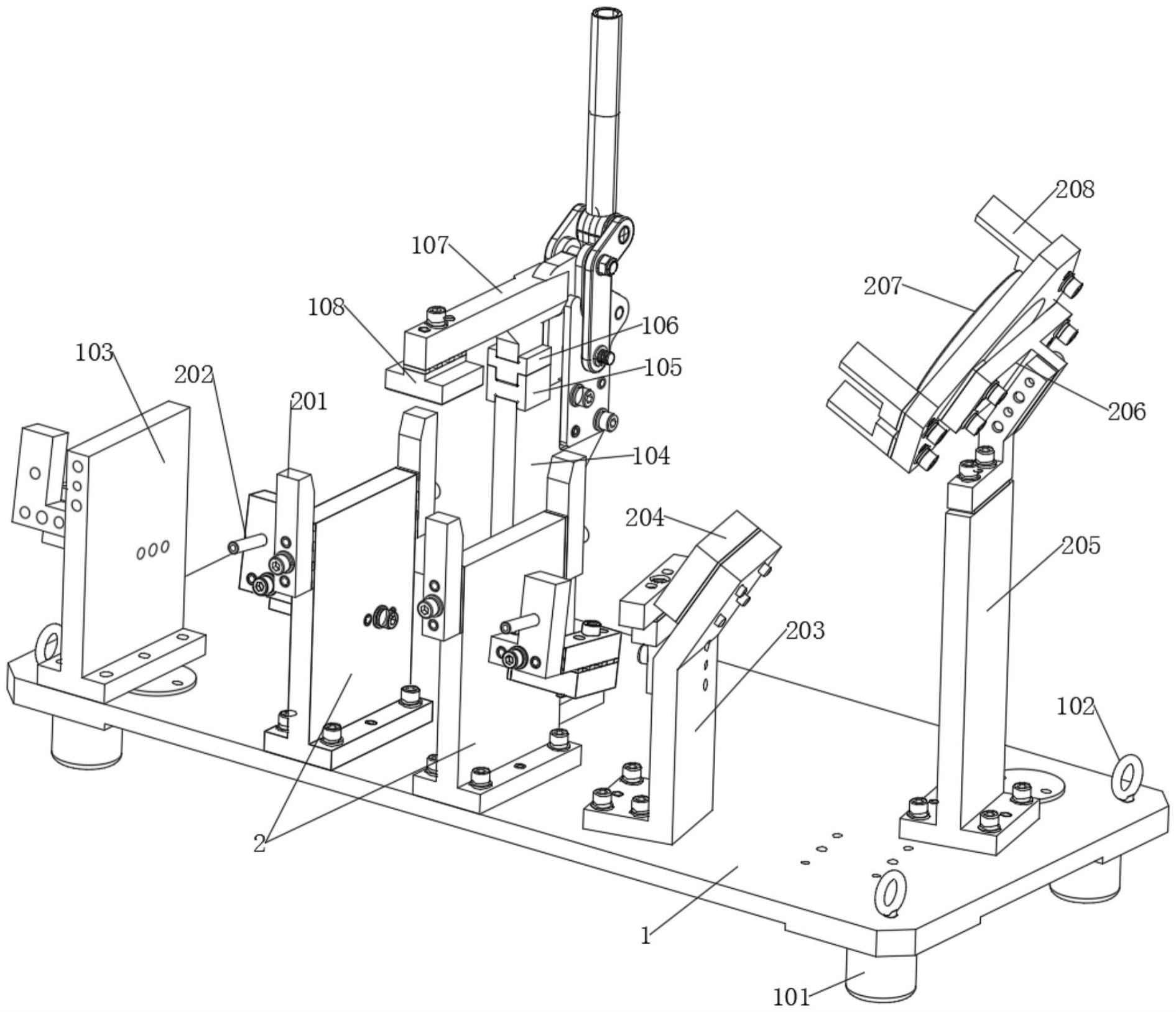
2、本实用新型进气冒总成焊接夹具,包括:主体;所述主体为矩形板状结构,主体的顶端后方中间位置设有支撑件,支撑件的顶端通过转轴以及连接板连接有压紧杆,压紧杆的顶端设有拉柄,压紧杆的前端底部设有压紧块,压紧块为t形结构,压紧块为橡胶材质;支撑座,所述支撑座为t形结构,支撑座共设有两个,两个支撑座安装在主体的前端,主体的侧边设有侧件,侧件处于支撑座的侧边,侧件的顶端设有顶块,顶块的顶端为倾斜状结构,顶块的顶端设有三个控制杆,控制杆为l形结构。
3、可选的,所述主体的底部边角位置分别设有一个螺纹孔,每个螺纹孔的内部连接有一个螺杆,螺杆的底部固定有底件,底件为圆柱形结构,底件为橡胶材质,主体的顶端边角位置分别设有一个吊环;所述主体的侧边设有定位检测座,支撑件为t形结构,支撑件为金属材质;所述支撑件的前端上方设有支撑块,支撑块为h形结构,支撑块为橡胶材质,压紧杆的前端底部通过压块连接有嵌入块,嵌入块为t形结构,嵌入块为橡胶材质,嵌入块的底部嵌入在支撑块的顶端。
4、可选的,每个所述支撑座的顶端两侧分别固定有一个导块,导块的顶端内侧为倾斜状结构,每个支撑座的外侧前端设有一个定位销,定位销为圆柱形结构;所述主体的前端设有一个辅助件,辅助件为l形结构,辅助件的顶端为倾斜状结构,辅助件的顶端设有一个接触板,接触板为橡胶材质;所述侧件为t形结构,侧件为金属材质,顶块的顶端设有嵌入件,嵌入件为圆环状结构。
5、与现有技术相比,本实用新型具有如下有益效果:
6、1、通过设置压紧杆以及压紧块,使本装置在使用的时候,固定进气冒总成的时候,压紧杆压紧之后,可以有效的固定进气冒总成,使进气冒总成可以有效的限位焊装,同时可以通过压紧块与其接触固定,由于压紧块为橡胶材质,使其与进气冒总成接触的时候,不会滑动,同时使进气冒总成表面不会出现划痕;
7、2、通过设置顶块以及控制杆,使本装置在使用的时候,顶块的顶端为倾斜状结构,使其与进气冒总成接口位置接触的时候,可以处于倾斜状态下稳固支撑接口位置,使接口不会出现错位,同时三个控制杆可以定位固定安装进气冒总成接口,提高焊接的准确性。
技术特征:
1.进气冒总成焊接夹具,其特征在于,包括:主体(1);所述主体(1)为矩形板状结构,主体(1)的顶端后方中间位置设有支撑件(104),支撑件(104)的顶端通过转轴以及连接板连接有压紧杆(107),压紧杆(107)的顶端设有拉柄,压紧杆(107)的前端底部设有压紧块(108),压紧块(108)为t形结构,压紧块(108)为橡胶材质;支撑座(2),所述支撑座(2)为t形结构,支撑座(2)共设有两个,两个支撑座(2)安装在主体(1)的前端,主体(1)的侧边设有侧件(205),侧件(205)处于支撑座(2)的侧边,侧件(205)的顶端设有顶块(206),顶块(206)的顶端为倾斜状结构,顶块(206)的顶端设有三个控制杆(208),控制杆(208)为l形结构。
2.如权利要求1所述进气冒总成焊接夹具,其特征在于,所述主体(1)的底部边角位置分别设有一个螺纹孔,每个螺纹孔的内部连接有一个螺杆,螺杆的底部固定有底件(101),底件(101)为圆柱形结构,底件(101)为橡胶材质,主体(1)的顶端边角位置分别设有一个吊环(102)。
3.如权利要求1所述进气冒总成焊接夹具,其特征在于,所述主体(1)的侧边设有定位检测座(103),支撑件(104)为t形结构,支撑件(104)为金属材质。
4.如权利要求3所述进气冒总成焊接夹具,其特征在于,所述支撑件(104)的前端上方设有支撑块(105),支撑块(105)为h形结构,支撑块(105)为橡胶材质,压紧杆(107)的前端底部通过压块连接有嵌入块(106),嵌入块(106)为t形结构,嵌入块(106)为橡胶材质,嵌入块(106)的底部嵌入在支撑块(105)的顶端。
5.如权利要求1所述进气冒总成焊接夹具,其特征在于,每个所述支撑座(2)的顶端两侧分别固定有一个导块(201),导块(201)的顶端内侧为倾斜状结构,每个支撑座(2)的外侧前端设有一个定位销(202),定位销(202)为圆柱形结构。
6.如权利要求1所述进气冒总成焊接夹具,其特征在于,所述主体(1)的前端设有一个辅助件(203),辅助件(203)为l形结构,辅助件(203)的顶端为倾斜状结构,辅助件(203)的顶端设有一个接触板(204),接触板(204)为橡胶材质。
7.如权利要求1所述进气冒总成焊接夹具,其特征在于,所述侧件(205)为t形结构,侧件(205)为金属材质,顶块(206)的顶端设有嵌入件(207),嵌入件(207)为圆环状结构。
技术总结
本技术提供进气冒总成焊接夹具,涉及夹具领域,以解决现有的进气冒总成焊接夹具在使用的时候,进气冒总成的接口位置支撑固定效果较差,容易出现脱离,缺少定位支撑的结构的问题;包括:支撑座,所述支撑座为T形结构,支撑座共设有两个,两个支撑座安装在主体的前端,主体的侧边设有侧件,侧件处于支撑座的侧边,侧件的顶端设有顶块,顶块的顶端为倾斜状结构,顶块的顶端设有三个控制杆,控制杆为L形结构;使用的时候,顶块的顶端为倾斜状结构,使其与进气冒总成接口位置接触的时候,可以处于倾斜状态下稳固支撑接口位置,使接口不会出现错位,同时三个控制杆可以定位固定安装进气冒总成接口,提高焊接的准确性。
技术研发人员:熊君娇,张健,王刚,刘源,涂隆辉,常青,周学员
受保护的技术使用者:十堰万利通汽车装备有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!