一种新型试制模具结构的制作方法
本技术属于成型模具,更具体地说,特别涉及一种新型试制模具结构。
背景技术:
1、在汽车新产品开发领域中,经常会使用到试制模具来验证新产品工艺性、可靠性以及可行性。
2、基于上述,目前传统的试制模具需要采购锻件胚料,导致试制模具制造成本较高,同时传统的试制模具是锻件胚料进行数控加工,试制模具的制造周期长,导致试制产品开发周期长。
技术实现思路
1、为了解决上述技术问题,本实用新型提供一种新型试制模具结构,以解决目前传统的试制模具制造成本较高,同时制造周期长,导致试制产品开发周期长的问题。
2、本实用新型一种新型试制模具结构的目的与功效,由以下具体技术手段所达成:
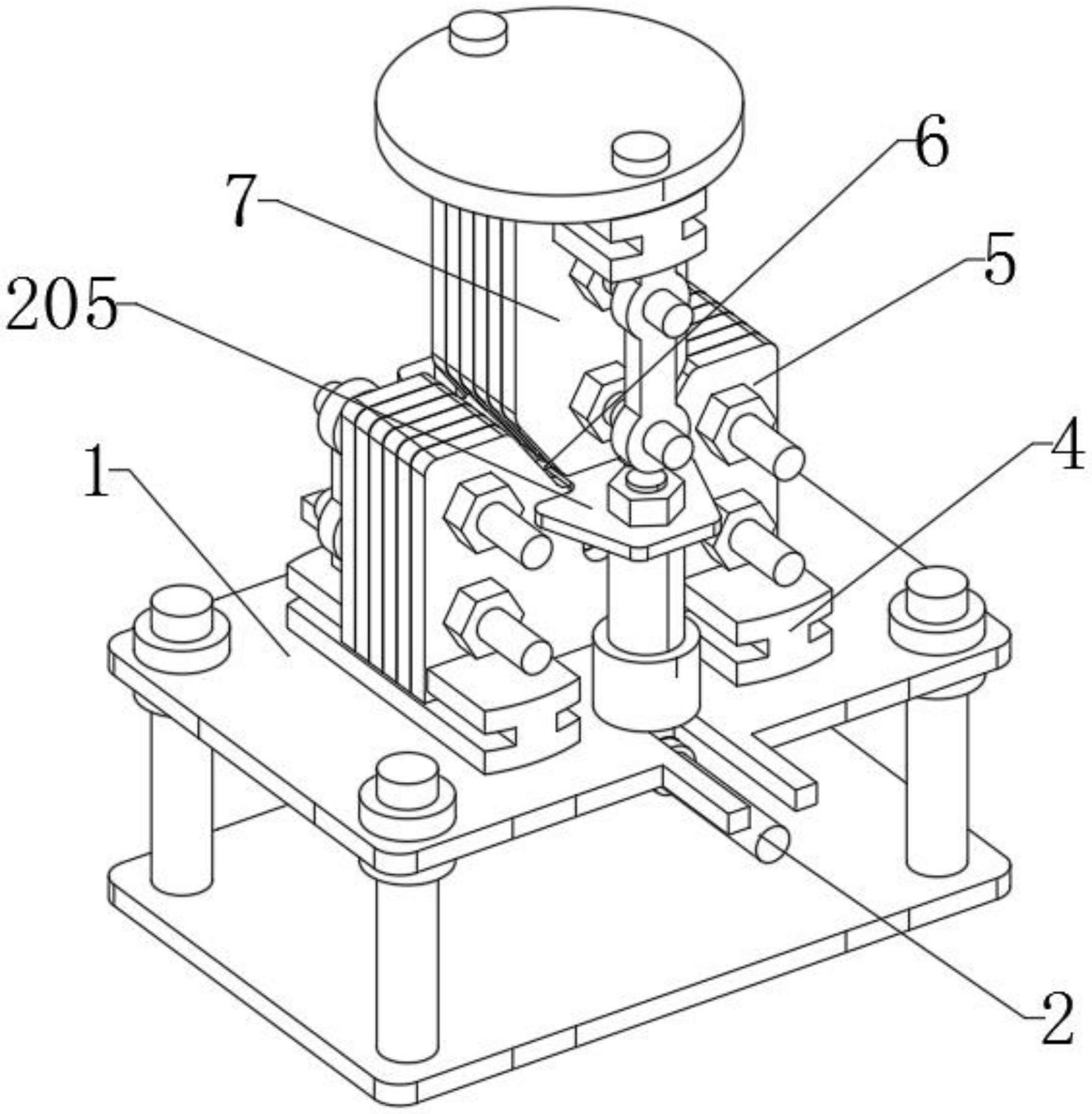
3、一种新型试制模具结构,包括:下模固定板、装配支柱、上模固定板和装配支座;
4、所述下模固定板底部通过螺纹结构设置有固定底栓,下模固定板两端固定设置有承载侧柱,同时下模固定板与承载侧柱侧面贯穿开设有装配滑槽;所述装配支柱固定安装于下模固定板底部两端,装配支柱外侧套设有螺纹夹块,同时装配支柱外侧套设有装配套座,且装配套座设置于装配滑槽内侧;所述上模固定板设置于下模固定板正上方,上模固定板两端通过螺纹结构设置有固定顶栓;所述装配支座通过固定底栓与固定顶栓固定安装于下模固定板顶部与上模固定板底部,装配支座侧面开设有装配卡槽,装配支座侧面一端固定设置有限位支柱,限位支柱侧面贯穿开设有螺纹支孔,螺纹支孔内侧通过螺纹结构安装有拼装支柱,拼装支柱外侧套设有紧固螺块。
5、进一步的,所述下模固定板上还开设有:承重支柱、装配螺块和承载底板;
6、承重支柱设置于下模固定板内侧;装配螺块套设于承重支柱顶端外侧,同时装配螺块设置于下模固定板两侧;承载底板固定安装于承重支柱底端。
7、进一步的,所述装配套座上还开设有:弹簧支筒、锁定螺块和顶出板;
8、弹簧支筒固定安装于装配套座顶部;锁定螺块套设于弹簧支筒伸缩柱顶端外侧;顶出板套设于弹簧支筒伸缩柱顶端外侧。
9、进一步的,所述装配支座上还设置有:下模型板、拼装支孔a、限位卡槽a、成型开槽和产品;
10、下模型板侧面贯穿开设有拼装支孔a和限位卡槽a,同时下模型板通过拼装支孔a与限位卡槽a套设于装配支座与拼装支柱外侧;成型开槽开设于下模型板一端侧面;产品设置于成型开槽侧面。
11、进一步的,所述装配支座上还设置有:上模型板、拼装支孔b和限位卡槽b;
12、上模型板侧面贯穿开设有拼装支孔b和限位卡槽b,同时上模型板通过拼装支孔b与限位卡槽b套设于装配支座与拼装支柱外侧。
13、本实用新型至少包括以下有益效果:
14、1、本实用新型通过装配卡槽配合限位卡槽a与限位卡槽b,能够使装配支座对适量的上模型板与下模型板进行装配,同时拼装支柱配合紧固螺块,能够对装配的上模型板与下模型板进行限位锁定,进而在下模型板对产品进行承载后,上模型板能够配合下模型板对产品进行下压成型;
15、2、本实用新型通过装配螺块能够对下模固定板进行夹持定位,从而使承重支柱配合承载底板能够对下模固定板进行适当的垫高,同时螺纹夹块配合装配支柱能够对装配套座进行定位装配,进而对弹簧支筒进行定位承载,从而使锁定螺块对尺寸合适的顶出板进行锁定装配,进而在产品下压成型后,弹簧支筒配合顶出板能够进行快速顶出,使成型的产品便于拿取。
技术特征:
1.一种新型试制模具结构,其特征在于,包括:下模固定板(1)、装配支柱(2)、上模固定板(3)和装配支座(4);
2.如权利要求1所述的一种新型试制模具结构,其特征在于,所述下模固定板(1)上还开设有:承重支柱(102)、装配螺块(103)和承载底板(104);
3.如权利要求1所述的一种新型试制模具结构,其特征在于,所述装配套座(202)上还开设有:弹簧支筒(203)、锁定螺块(204)和顶出板(205);
4.如权利要求1所述的一种新型试制模具结构,其特征在于,所述装配支座(4)上还设置有:下模型板(5)、拼装支孔a(501)、限位卡槽a(502)、成型开槽(503)和产品(6);
5.如权利要求1所述的一种新型试制模具结构,其特征在于,所述装配支座(4)上还设置有:上模型板(7)、拼装支孔b(701)和限位卡槽b(702);
技术总结
本技术提供一种新型试制模具结构,涉及成型模具技术领域,以解决目前传统的试制模具制造成本较高,同时制造周期长,导致试制产品开发周期长的问题;包括:下模固定板、装配支柱、上模固定板和装配支座;所述下模固定板底部通过螺纹结构设置有固定底栓;所述装配支柱固定安装于下模固定板底部两端;所述上模固定板设置于下模固定板正上方;所述装配支座通过固定底栓与固定顶栓固定安装于下模固定板顶部与上模固定板底部,装配支座侧面开设有装配卡槽,装配支座侧面一端固定设置有限位支柱;拼装支柱配合紧固螺块,对装配的上模型板与下模型板进行限位锁定,进而在下模型板对产品进行承载后,上模型板配合下模型板对产品进行下压成型。
技术研发人员:周华海,秦剑,张小峰,徐路,申冬宇,李自朋
受保护的技术使用者:湖北长平汽车装备有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!