一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置的制作方法
本技术涉及汽车防撞梁,具体地,涉及一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置。
背景技术:
1、铝合金保险杠防撞梁已成为主流厂商首选的防撞梁,在相同变形状态下,铝合金防撞梁吸收更多的能量;在不同碰撞速度下,铝合金防撞梁能够在较大的速度范围内保持较高的吸能性能。
2、然而,铝合金材料由于其自身的特殊性质,尤其是防撞梁本体采用6082-t6材料,受挤压成型的特殊性、时效性的影响,材料的硬度波动大,一致性差,造成后续弯曲成型时,防撞梁弯曲件的精度无法稳定保证。在现有的铝合金焊接工装中,防撞梁的定位一般采用轮廓面定位,由于实际的防撞梁弯曲无法保证尺寸精度的一致性和稳定性,在连续生产过程中,结构无法达到预期形状,在实际使用中会存在不少问题,无法实现预期的防撞效果。
3、由此可见,铝合金防撞梁虽然碰撞性能高于钢制防撞梁,但是由于铝合金产品自身的特点,再加上铝合金焊接难点多,实际生产制造过程中弯曲和焊接对尺寸稳定性影响较大。为了保证铝合金防撞梁总成尺寸质量的稳定,需要在工装夹具上进行改进。
4、为此,本实用新型提供一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,解决铝合金焊接及横梁弯曲不良造成的总成拖钩螺母孔尺寸不稳定的问题。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置。
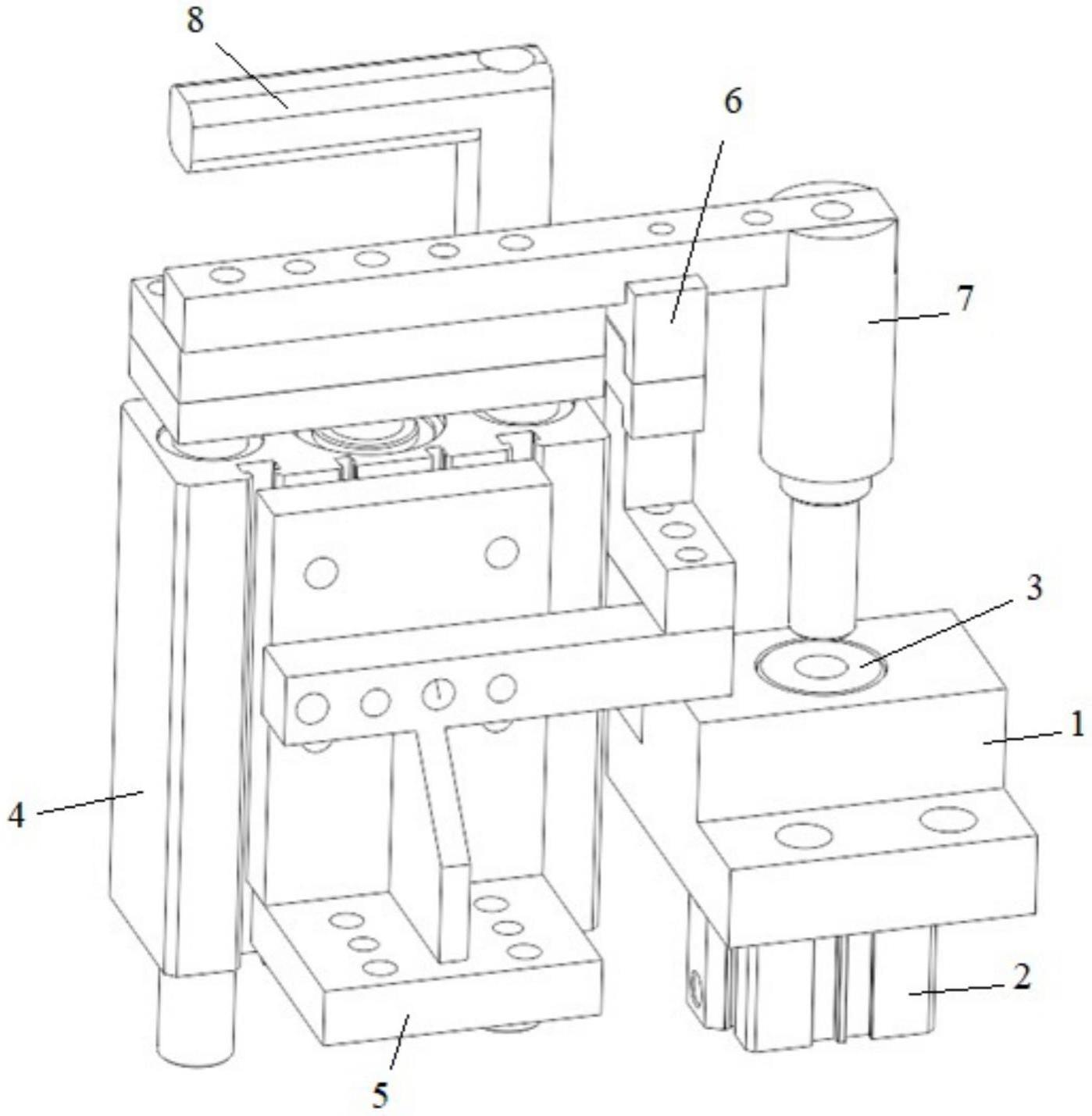
2、本实用新型提供的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,包括拖钩螺母孔定位机构、拖钩螺母压紧机构,所述拖钩螺母孔定位机构包括定位块和伸缩气缸,所述定位块上开定位孔,所述伸缩气缸的输出端连接有第一定位销,所述第一定位销能够在所述定位孔内移动;所述拖钩螺母压紧机构包括中泄气缸、限位块、第二定位销,所述中泄气缸上设有中泄调节把手,所述第二定位销与所述中泄气缸的输出端连接,所述第二定位销用于连接拖钩螺母,所述定位块对所述中泄气缸的输出端进行限位。
3、进一步地,还包括支座,所述中泄气缸固设在所述支座上。
4、优选地,所述支座为l型。
5、优选地,所述限位块为铜质材料。
6、优选地,所述伸缩气缸的缸径为50kgf。
7、优选地,所述伸缩气缸的行程为30-50mm。
8、优选地,所述中泄气缸的缸径为50kgf。
9、进一步地,所述第二定位销与所述第一定位销对齐。
10、与现有技术相比,本实用新型具有如下的有益效果:
11、本实用新型提供的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,实现了防撞梁本体的独立定位和拖钩螺母的独立定位,避免了防撞梁本体与拖钩螺母定位过程中由于防撞梁弯曲的不稳定影响造成尺寸的波动。本实用新型减少了总成产品的返工、报废率,有效提高生产质量和产品稳定性
技术特征:
1.一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,包括拖钩螺母孔定位机构、拖钩螺母压紧机构,所述拖钩螺母孔定位机构包括定位块和伸缩气缸,所述定位块上开定位孔,所述伸缩气缸的输出端连接有第一定位销,所述第一定位销能够在所述定位孔内移动;所述拖钩螺母压紧机构包括中泄气缸、限位块、第二定位销,所述中泄气缸上设有中泄调节把手,所述第二定位销与所述中泄气缸的输出端连接,所述第二定位销用于连接拖钩螺母,所述定位块对所述中泄气缸的输出端进行限位。
2.根据权利要求1所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,还包括支座,所述中泄气缸固设在所述支座上。
3.根据权利要求2所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述支座为l型。
4.根据权利要求1所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述限位块为铜质材料。
5.根据权利要求1所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述伸缩气缸的缸径为50kgf。
6.根据权利要求5所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述伸缩气缸的行程为30-50mm。
7.根据权利要求1所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述中泄气缸的缸径为50kgf。
8.根据权利要求1所述的汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,其特征在于,所述第二定位销与所述第一定位销对齐。
技术总结
本技术提供了一种汽车用铝合金防撞梁拖钩螺母焊接工装定位装置,包括拖钩螺母孔定位机构、拖钩螺母压紧机构,所述拖钩螺母孔定位机构包括定位块和伸缩气缸,所述定位块上开定位孔,所述伸缩气缸的输出端连接有第一定位销,所述第一定位销能够在所述定位孔内移动;所述拖钩螺母压紧机构包括中泄气缸、限位块、第二定位销,所述中泄气缸上设有中泄调节把手,所述第二定位销与所述中泄气缸的输出端连接,所述第二定位销用于连接拖钩螺母,所述定位块对所述中泄气缸的输出端进行限位。本技术避免了防撞梁本体与拖钩螺母定位过程中由于防撞梁弯曲的不稳定影响造成尺寸的波动。
技术研发人员:袁燕骏,焦海振,吴嘉春
受保护的技术使用者:优模(上海)新材料科技有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!