组合刀杆的制作方法
本技术属于车刀刀杆,具体涉及组合刀杆。
背景技术:
1、目前车削刀具一般是组装在刀杆或刀架上,对于轴承加工而言,车削加工部位在于轴承内径端面和外径端面,常规轴承加工过程中,外径端面车削加工和内径端面加工所有刀具不同,亦要配备不同刀杆,车削加工过程需要经常更换刀杆。
技术实现思路
1、为了解决上述技术问题,本实用新型的目的是提供组合刀杆,以解决由于外径端面车削加工和内径端面加工所有刀具不同,亦要配备不同刀杆,车削加工过程需要经常更换刀杆的技术缺陷。
2、为实现上述目的,本实用新型提供如下技术方案:
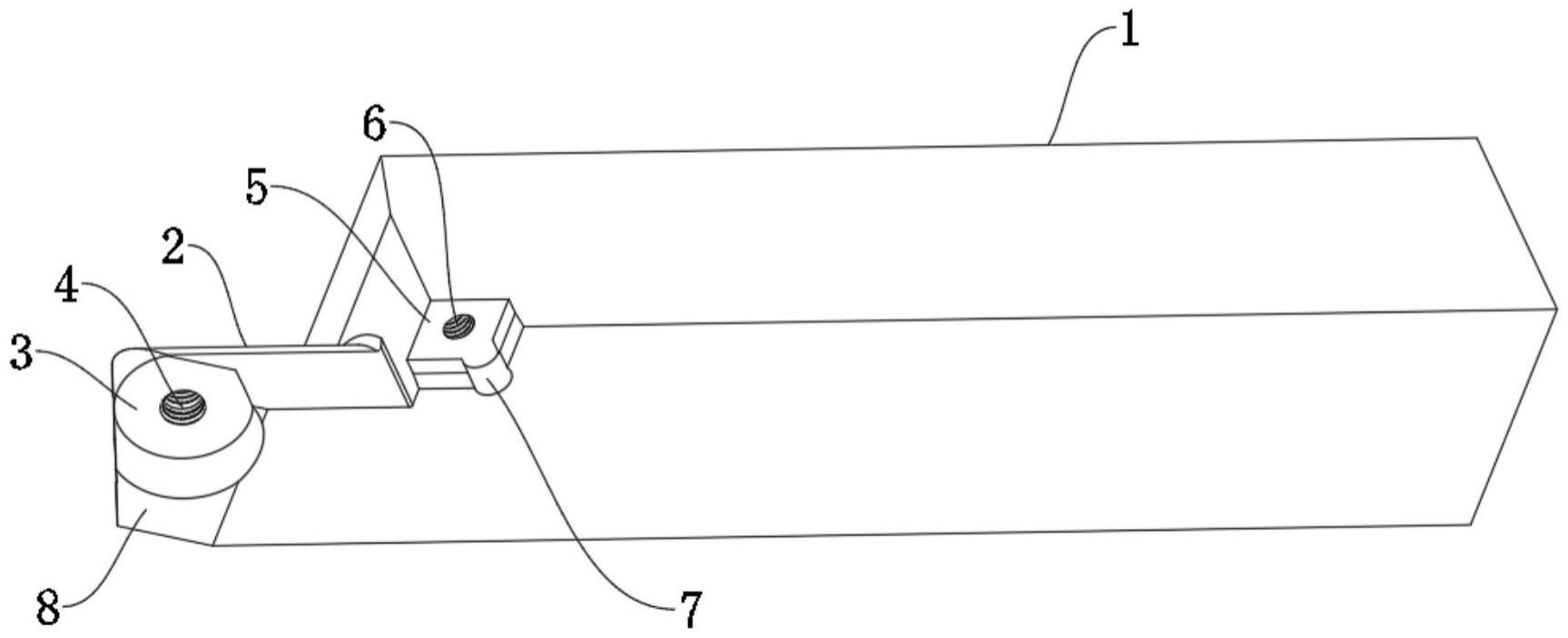
3、组合刀杆,包括刀杆本体,所述刀杆本体一端固定连接有外径车刀固定杆,所述外径车刀固定杆远离所述刀杆本体的一端侧面开设有外径车刀装配槽,所述刀杆本体靠近所述外径车刀固定杆的一端侧面开设有内径车刀装配槽,所述外径车刀装配槽和所述内径车刀装配槽的开口方向相同。
4、作为本实用新型的优选方案,所述外径车刀固定杆远离所述刀杆本体的一端开设有斜切口。
5、作为本实用新型的进一步方案,所述斜切口倾斜角度为18°±0.2°。
6、作为本实用新型的进一步方案,所述外径车刀固定杆位于所述外径车刀装配槽的内部开设有第一螺纹孔。
7、作为本实用新型的进一步方案,所述斜切口的表面开设有防滑纹。
8、作为本实用新型的进一优选方案,所述刀杆本体位于所述内径车刀装配槽的内部开设有第二螺纹孔。
9、作为本实用新型的优选方案,所述刀杆本体靠近所述第二螺纹孔的一端开设有与所述内径车刀装配槽相连通的限位槽。
10、相比于现有技术,本实用新型组合刀杆具有以下有益效果:
11、本实用新型提出的组合刀杆即可对轴承外径端面进行车削,亦可对轴承内径端面进行加工无需更换刀杆,提高加工效率。
技术特征:
1.组合刀杆,包括刀杆本体(1),其特征在于:所述刀杆本体(1)一端固定连接有外径车刀固定杆(2),所述外径车刀固定杆(2)远离所述刀杆本体(1)的一端侧面开设有外径车刀装配槽(3),所述刀杆本体(1)靠近所述外径车刀固定杆(2)的一端侧面开设有内径车刀装配槽(5),所述外径车刀装配槽(3)和所述内径车刀装配槽(5)的开口方向相同。
2.根据权利要求1所述的组合刀杆,其特征在于:所述外径车刀固定杆(2)远离所述刀杆本体(1)的一端开设有斜切口(8)。
3.根据权利要求2所述的组合刀杆,其特征在于:所述斜切口(8)倾斜角度为18°±0.2°。
4.根据权利要求3所述的组合刀杆,其特征在于:所述外径车刀固定杆(2)位于所述外径车刀装配槽(3)的内部开设有第一螺纹孔(4)。
5.根据权利要求4所述的组合刀杆,其特征在于:所述斜切口(8)的表面开设有防滑纹。
6.根据权利要求2所述的组合刀杆,其特征在于:所述刀杆本体(1)位于所述内径车刀装配槽(5)的内部开设有第二螺纹孔(6)。
7.根据权利要求6所述的组合刀杆,其特征在于:所述刀杆本体(1)靠近所述第二螺纹孔(6)的一端开设有与所述内径车刀装配槽(5)相连通的限位槽(7)。
技术总结
本技术公开的组合刀杆,包括刀杆本体,刀杆本体一端固定连接有外径车刀固定杆,外径车刀固定杆远离所述刀杆本体的一端侧面开设有外径车刀装配槽,刀杆本体靠近所述外径车刀固定杆的一端侧面开设有内径车刀装配槽,外径车刀装配槽和所述内径车刀装配槽的开口方向相同,外径车刀固定杆远离所述刀杆本体的一端开设有斜切口,斜切口倾斜角度为18°±0.2°,斜切口的表面开设有防滑纹。本技术提供的组合刀杆即可对轴承外径端面进行车削,亦可对轴承内径端面进行加工无需更换刀杆,提高加工效率。
技术研发人员:魏胜,徐星星,周世佑,杨鑫,荣卫峰,董建清,赵前进
受保护的技术使用者:浙江金沃精工股份有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!