一种汽车配件加工用冲压模具的制作方法
本技术涉及冲压模具,具体为一种汽车配件加工用冲压模具。
背景技术:
1、汽车配件是构成汽车整体的各个单元及服务于汽车的一种产品,其配件的种类繁多,随着人们生活水平的提高,人们对汽车的消费也越来越多,汽车配件的这个市场变得也越来越大。在汽车配件的生产加工过程中,冲压是其中一个重要的步骤,现有的,在利用液压缸带动成型凸模对成型凹模进行升降挤压时,大多只是通过导向杆承担成型凸模的定位工作,这种方式稳定性不高,合模时很容易出现偏移的情况,进而致使冲压精度降低,不利于冲压工作的进行。针对以上问题,我们提出了一种汽车配件加工用冲压模具。
技术实现思路
1、为解决以上现有技术的不足,本实用新型提出了一种汽车配件加工用冲压模具。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种汽车配件加工用冲压模具,包括底板,所述底板顶面水平中心处固定连接有安装座,所述安装座内部开设有缓冲空腔,所述安装座顶面水平中心处开设有容纳槽,所述容纳槽内部设有与其相对应的成型凹模,所述成型凹模两侧的底部均固定连接有第二楔形块,所述第二楔形块远离成型凹模的一端设有与其相垂直的平移块,所述平移块远离第二楔形块的一端贯穿至安装座外部,所述平移块两端均固定安装有第一楔形块,其中一个第一楔形块斜面与第二楔形块相接触;
3、所述底板两侧的顶部均开设有与平移块相对应的导向槽,所述导向槽内部设有固定座,所述固定座固定安装在平移块上,所述固定座一侧固定连接有第一弹簧,所述第一弹簧远离固定座的一端与底板相连接。
4、可选的,所述第二楔形块一侧固定安装有第二滑块,所述缓冲空腔上开设有与第二滑块相对应的第二滑槽,所述第二滑块位于第二滑槽内部。
5、可选的,所述平移块两侧的底部均固定安装有第一滑块,所述导向槽内腔顶部开设有与第一滑块相对应的第一滑槽,所述第一滑块位于第一滑槽内部。
6、可选的,所述缓冲空腔底部固定连接有第一导向杆,所述第一导向杆远离缓冲空腔的一端贯穿至成型凹模外部并固定连接有顶块,所述成型凹模内腔底部开设有顶块相对应的凹槽,所述顶块位于凹槽内部,所述第一导向杆外围同轴设有第二弹簧,所述第二弹簧一端与成型凹模相连接,所述第二弹簧另一端与安装座相连接。
7、可选的,所述底板上方设有顶板,所述顶板底面四角均固定连接有第二导向杆,所述第二导向杆远离顶板的一端与底板相连接,所述底板与顶板之间设有升降板,所述升降板底面设有与成型凹模相对应的成型凸模,所述成型凸模固定安装在升降板上,所述顶板顶面固定安装有冲压油缸,所述冲压油缸的活塞柱贯穿顶板与升降板相连接。
8、可选的,所述升降板四角均固定连接有滑动套,所述滑动套内壁与第二导向杆同轴滑动连接,所述滑动套底面固定连接有第三弹簧,所述第三弹簧远离滑动套的一端与底板相连接。
9、可选的,所述成型凸模两侧均设有与第一楔形块相对应的第三楔形块,所述第三楔形块固定安装在升降板上,所述底板两侧的顶部均固定安装有加强座,所述第三楔形块远离升降板的一端斜面贯穿加强座与第一楔形块相接触。
10、与现有技术相比,本实用新型在使用时,通过设置滑动套、第三弹簧、第二导向杆,带动升降板进行同步下降,保障成型凸模在进行冲压过程中的稳定性,同时第三弹簧也会受到滑动套向下的压力而收缩,降低了成型凸模的快速下落对下模座造成的影响;利用第三楔形块底部斜面与平移块一端第一楔形块相接触,使得平移块向远离安装座的一侧位移,平移块另一端与第二楔形块相接触的第一楔形块会带动成型凹模组件向上位移与升降板底部的成型凸模相卡合,原材料被冲压成型,从而有效避免了合模时发生偏移而影响冲压加工精度情况的发生,使合模过程更加紧密,提高了冲压稳定性。
技术特征:
1.一种汽车配件加工用冲压模具,包括底板(1),其特征在于:所述底板(1)顶面水平中心处固定连接有安装座(2),所述安装座(2)内部开设有缓冲空腔,所述安装座(2)顶面水平中心处开设有容纳槽(9),所述容纳槽(9)内部设有与其相对应的成型凹模(10),所述成型凹模(10)两侧的底部均固定连接有第二楔形块(11),所述第二楔形块(11)远离成型凹模(10)的一端设有与其相垂直的平移块(27),所述平移块(27)远离第二楔形块(11)的一端贯穿至安装座(2)外部,所述平移块(27)两端均固定安装有第一楔形块(4),其中一个第一楔形块(4)斜面与第二楔形块(11)相接触;
2.根据权利要求1所述的一种汽车配件加工用冲压模具,其特征在于:所述第二楔形块(11)一侧固定安装有第二滑块(12),所述缓冲空腔上开设有与第二滑块(12)相对应的第二滑槽(13),所述第二滑块(12)位于第二滑槽(13)内部。
3.根据权利要求1所述的一种汽车配件加工用冲压模具,其特征在于:所述平移块(27)两侧的底部均固定安装有第一滑块(7),所述导向槽(3)内腔顶部开设有与第一滑块(7)相对应的第一滑槽(8),所述第一滑块(7)位于第一滑槽(8)内部。
4.根据权利要求1所述的一种汽车配件加工用冲压模具,其特征在于:所述缓冲空腔底部固定连接有第一导向杆(14),所述第一导向杆(14)远离缓冲空腔的一端贯穿至成型凹模(10)外部并固定连接有顶块(15),所述成型凹模(10)内腔底部开设有顶块(15)相对应的凹槽(16),所述顶块(15)位于凹槽(16)内部,所述第一导向杆(14)外围同轴设有第二弹簧(17),所述第二弹簧(17)一端与成型凹模(10)相连接,所述第二弹簧(17)另一端与安装座(2)相连接。
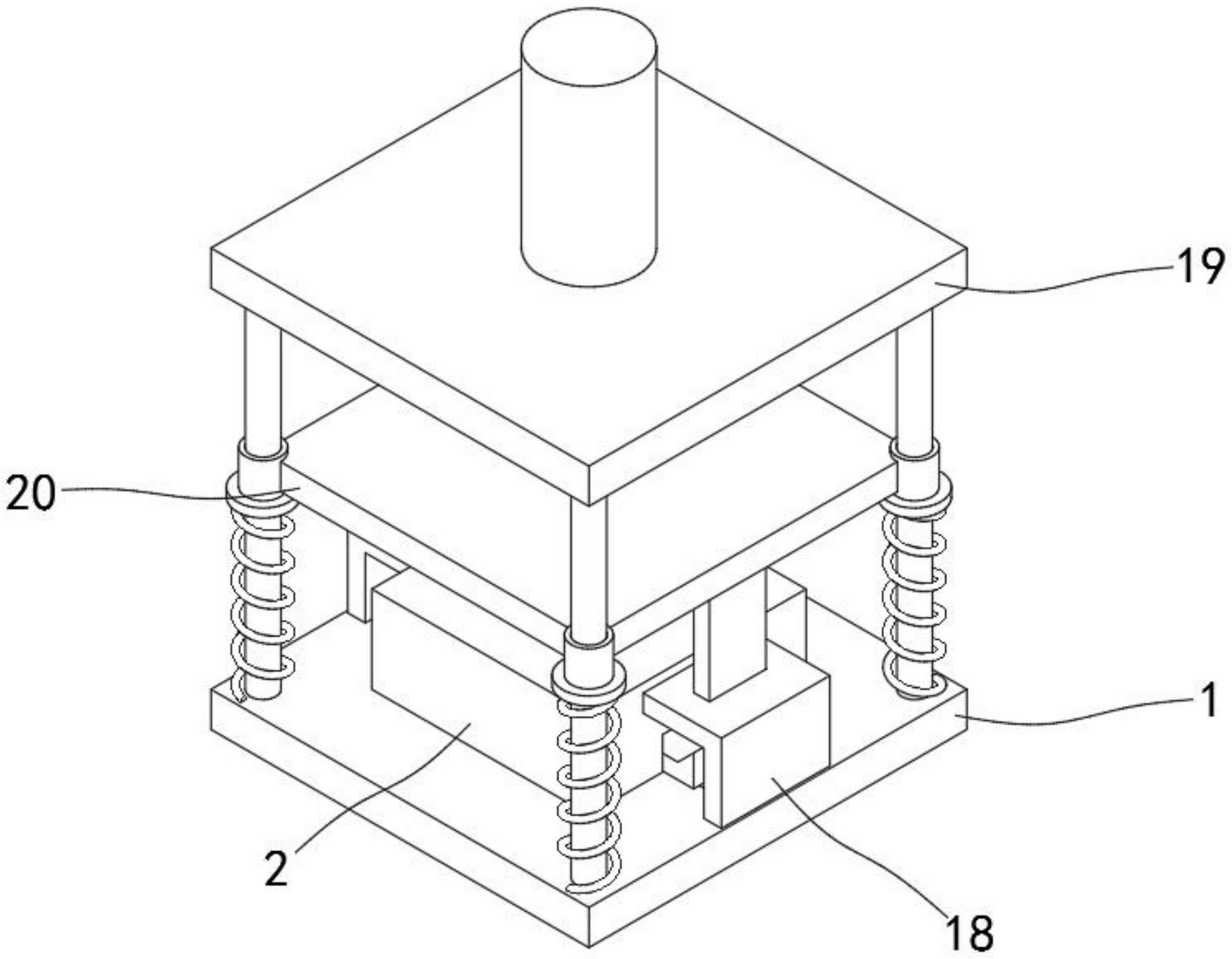
5.根据权利要求1所述的一种汽车配件加工用冲压模具,其特征在于:所述底板(1)上方设有顶板(19),所述顶板(19)底面四角均固定连接有第二导向杆(22),所述第二导向杆(22)远离顶板(19)的一端与底板(1)相连接,所述底板(1)与顶板(19)之间设有升降板(20),所述升降板(20)底面设有与成型凹模(10)相对应的成型凸模(26),所述成型凸模(26)固定安装在升降板(20)上,所述顶板(19)顶面固定安装有冲压油缸(21),所述冲压油缸(21)的活塞柱贯穿顶板(19)与升降板(20)相连接。
6.根据权利要求5所述的一种汽车配件加工用冲压模具,其特征在于:所述升降板(20)四角均固定连接有滑动套(23),所述滑动套(23)内壁与第二导向杆(22)同轴滑动连接,所述滑动套(23)底面固定连接有第三弹簧(24),所述第三弹簧(24)远离滑动套(23)的一端与底板(1)相连接。
7.根据权利要求5所述的一种汽车配件加工用冲压模具,其特征在于:所述成型凸模(26)两侧均设有与第一楔形块(4)相对应的第三楔形块(25),所述第三楔形块(25)固定安装在升降板(20)上,所述底板(1)两侧的顶部均固定安装有加强座(18),所述第三楔形块(25)远离升降板(20)的一端斜面贯穿加强座(18)与第一楔形块(4)相接触。
技术总结
本技术公开了一种汽车配件加工用冲压模具,涉及冲压模具技术领域,具体包括底板,所述底板顶面水平中心处固定连接有安装座,所述安装座内部开设有缓冲空腔,所述安装座顶面水平中心处开设有容纳槽,所述容纳槽内部设有与其相对应的成型凹模,所述成型凹模两侧的底部均固定连接有第二楔形块,所述平移块远离第二楔形块的一端贯穿至安装座外部,所述平移块两端均固定安装有第一楔形块,其中一个第一楔形块斜面与第二楔形块相接触。本技术在使用时,保障了冲压过程中的稳定性,有效避免了合模时发生偏移而影响冲压加工精度情况的发生,使合模过程更加紧密,提高了冲压稳定性。
技术研发人员:栾顺业,王龙,邵世超,刘嘉君,孙庆永,张琳
受保护的技术使用者:青岛宏丰德汽车配件有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!