一种用于缸筒局部加厚的镦管模具的制作方法
本技术涉及缸筒加工领域,具体是指一种用于缸筒局部加厚的镦管模具。
背景技术:
1、由于矿机设备液压支架设备中缸筒使用频繁,缸筒端部的外径大于其余部分的外径,端部的内径小于其余部分的内径,因此现有技术通常采用厚管镗孔以及车外圆的方式进行加工,材料成本高,加工复杂。
2、缸筒内部为中空结构,如采用普通锻造工艺使用圆钢锻打,缸筒内部孔无法锻出,造成材料的浪费,也给后续加工也造成一定的难度。
技术实现思路
1、本实用新型针对现有技术的不足,提供一种用于缸筒局部加厚的镦管模具。
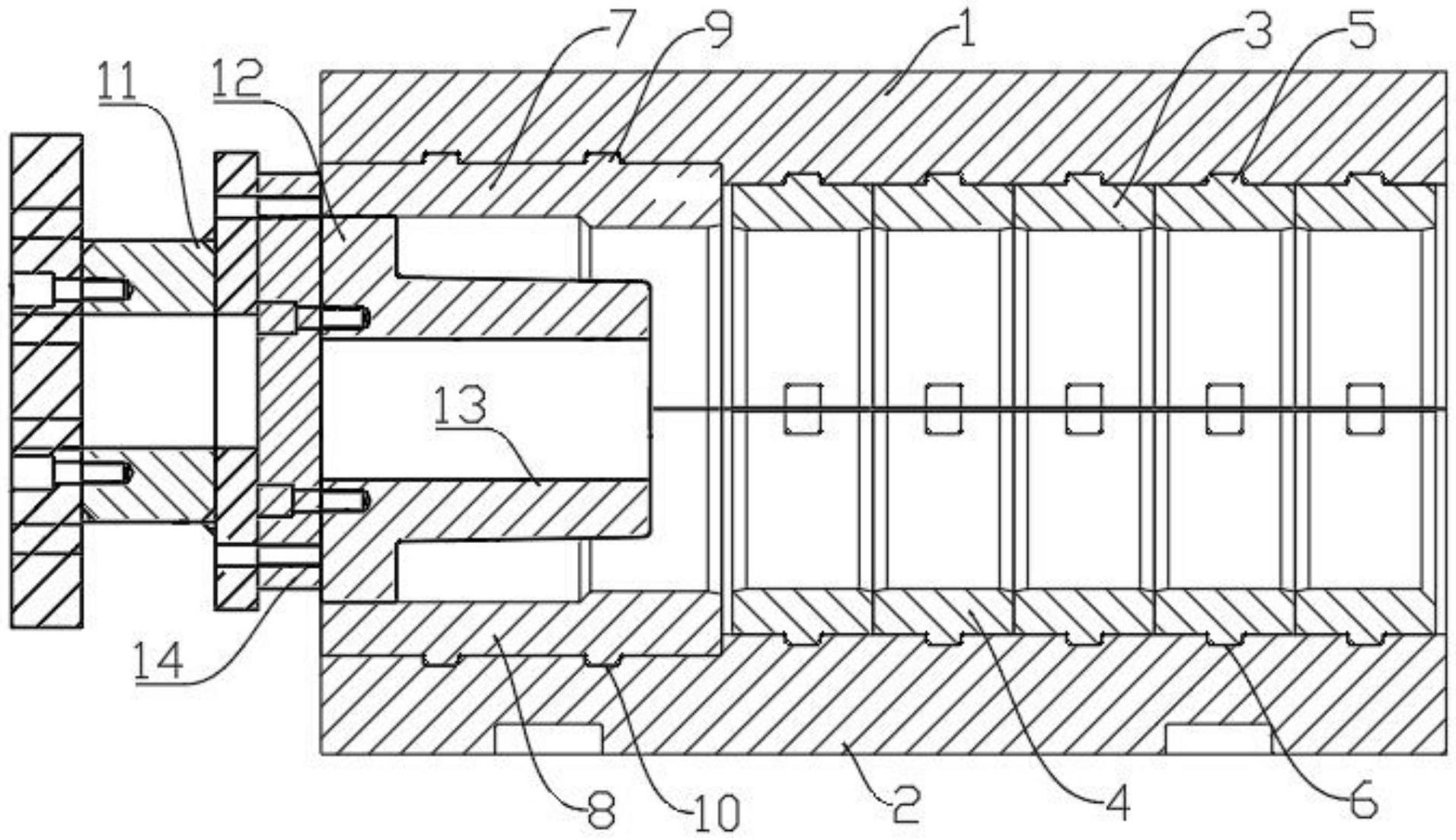
2、本实用新型是通过如下技术方案实现的,提供一种用于缸筒局部加厚的镦管模具,包括上模座和下模座,所述上模座下端面开有上模腔,下模座上端面开有下模腔,上模腔和下模腔构成横向贯穿的圆柱形腔体,所述圆柱形腔体内依次设有环形的成形模和多个环形的压紧模,所述成形模包括固接在上模腔内的上成形模以及固接在下模腔内的下成形模,所述压紧模包括固接在上模腔内的上压紧模以及固接在下模腔内的下压紧模,所述成形模内孔为阶梯孔,成形模内径的小径端朝向压紧模且与压紧模内径相同;还包括横向插入成形模内圈的侧冲头,所述侧冲头的前端固接有内冲头。
3、本方案中的成形模内径的小径端与压紧模共同实现钢管的夹紧,通过侧冲头横向插入成形模内圈,从而将钢管端部镦粗使其外圆与成形模内径的大径端贴合,钢管端部的内圆与内冲头外圈贴合,从而实现了缸筒端部的镦粗操作。
4、作为优化,所述侧冲头通过螺栓固接在侧冲头座上。本方案中侧冲头通过螺栓固接在侧冲头座上,便于实现侧冲头的更换,以便适应不同的型号尺寸。
5、作为优化,所述侧冲头与侧冲头座之间装有垫板。通过更换本方案中的垫板厚度,可以调节侧冲头的前后位置。
6、作为优化,所述成形模的外圈固接有环形的成形模定位凸起,圆柱形腔体内开有与成形模定位凸起适配的成形模定位槽。本方案中的成形模定位凸起插入成形模定位槽中,防止成形模轴向移动。
7、作为优化,所述压紧模的外圈固接有环形的压紧模定位凸起,圆柱形腔体内开有与压紧模定位凸起适配的压紧模定位槽。本方案中的压紧模定位凸起插入压紧模定位槽中,防止压紧模轴向移动。
8、作为优化,所述上模座两侧的边缘和和下模座两侧的边缘均开有螺栓连接孔。通过螺栓穿过本方案中的螺栓连接孔,可以实现上模座和下模座的连接压紧。
9、作为优化,所述下模座上端面的两侧固接有定位凸块,上模座下端面的两侧设有与定位凸块适配的定位凸块槽。本方案中的定位凸块插入定位凸块槽中实现了上模座和下模座的定位。
10、作为优化,所述上压紧模与上模腔可拆卸固接,下压紧模与下模腔可拆卸固接,上成形模与上模腔可拆卸固接,下成形模与下模腔可拆卸固接。本方案中上压紧模、下压紧模、上成形模和下成形模均为可拆卸固接,便于更换,以便适应不同的管径尺寸。
11、本实用新型的有益效果为:本实用新型的一种用于缸筒局部加厚的镦管模具,采用钢管局部加热,从水平方向挤压将管料局部加厚的锻造工艺进行锻造,从而提高材料的利用率,降低加工的难度。
技术特征:
1.一种用于缸筒局部加厚的镦管模具,其特征在于:包括上模座(1)和下模座(2),所述上模座(1)下端面开有上模腔,下模座(2)上端面开有下模腔,上模腔和下模腔构成横向贯穿的圆柱形腔体,所述圆柱形腔体内依次设有环形的成形模和多个环形的压紧模,所述成形模包括固接在上模腔内的上成形模(7)以及固接在下模腔内的下成形模(8),所述压紧模包括固接在上模腔内的上压紧模(3)以及固接在下模腔内的下压紧模(4),所述成形模内孔为阶梯孔,成形模内径的小径端朝向压紧模且与压紧模内径相同;
2.根据权利要求1所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述侧冲头(12)通过螺栓固接在侧冲头座(11)上。
3.根据权利要求2所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述侧冲头(12)与侧冲头座(11)之间装有垫板(14)。
4.根据权利要求1所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述成形模的外圈固接有环形的成形模定位凸起(9),圆柱形腔体内开有与成形模定位凸起(9)适配的成形模定位槽(10)。
5.根据权利要求1所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述压紧模的外圈固接有环形的压紧模定位凸起(5),圆柱形腔体内开有与压紧模定位凸起(5)适配的压紧模定位槽(6)。
6.根据权利要求1所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述上模座(1)两侧的边缘和和下模座(2)两侧的边缘均开有螺栓连接孔(15)。
7.根据权利要求1所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述下模座(2)上端面的两侧固接有定位凸块(17),上模座(1)下端面的两侧设有与定位凸块(17)适配的定位凸块槽。
8.根据权利要求1~7任一项所述的一种用于缸筒局部加厚的镦管模具,其特征在于:所述上压紧模(3)与上模腔可拆卸固接,下压紧模(4)与下模腔可拆卸固接,上成形模(7)与上模腔可拆卸固接,下成形模(8)与下模腔可拆卸固接。
技术总结
本技术涉及一种用于缸筒局部加厚的镦管模具,包括上模座和下模座,所述上模座下端面开有上模腔,下模座上端面开有下模腔,上模腔和下模腔构成横向贯穿的圆柱形腔体,所述圆柱形腔体内依次设有环形的成形模和多个环形的压紧模,所述成形模包括固接在上模腔内的上成形模以及固接在下模腔内的下成形模,所述压紧模包括固接在上模腔内的上压紧模以及固接在下模腔内的下压紧模,所述成形模内孔为阶梯孔,成形模内径的小径端朝向压紧模且与压紧模内径相同;还包括横向插入成形模内圈的侧冲头,侧冲头的前端固接有内冲头,本技术采用钢管局部加热,从水平方向挤压将管料局部加厚的锻造工艺进行锻造,从而提高材料的利用率,降低加工的难度。
技术研发人员:季贵昌,刘建军,李晓婷
受保护的技术使用者:山东成通锻造有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!