滚压成型设备的制作方法
本技术涉及照明,尤其涉及一种滚压成型设备,用于压合具有扩散板和端盖的灯具壳体。
背景技术:
1、直下式光源的led照明灯具,如筒灯、格栅灯、高档铝材灯以及侧光源led照明灯具,如平板灯、广告灯箱、专业观片灯等,通常会使用到扩散板和/或导光板等。扩散板使入射到板材的光线得到不同角度的充分的漫反射和折射,具有高扩散度、高雾度、高透光度的光学特征,能有效的将点或线光源转化为柔和、均匀的面光源,在达到良好的透光率的前提下,同时具有良好的光源点阵遮蔽性,同时具有防眩光的附加功能。
2、现有的灯具在将扩散板组装到外壳中的过程中,通常的做法是手工扶持灯具,然后再经过多次作业最后完成组装。利用人力手工操作的方式,不仅工期长效率低导致生产成本高,而且不易保证产品品质,例如易使产品压合不到位(松动、偏位等)。
技术实现思路
1、本实用新型的目的在于提供一种滚压成型设备,用于压合灯具壳体的扩散板和端盖,该滚压成形设备构成组件少、结构紧凑、节约人力、组装效率高且能保证产品装配品质。
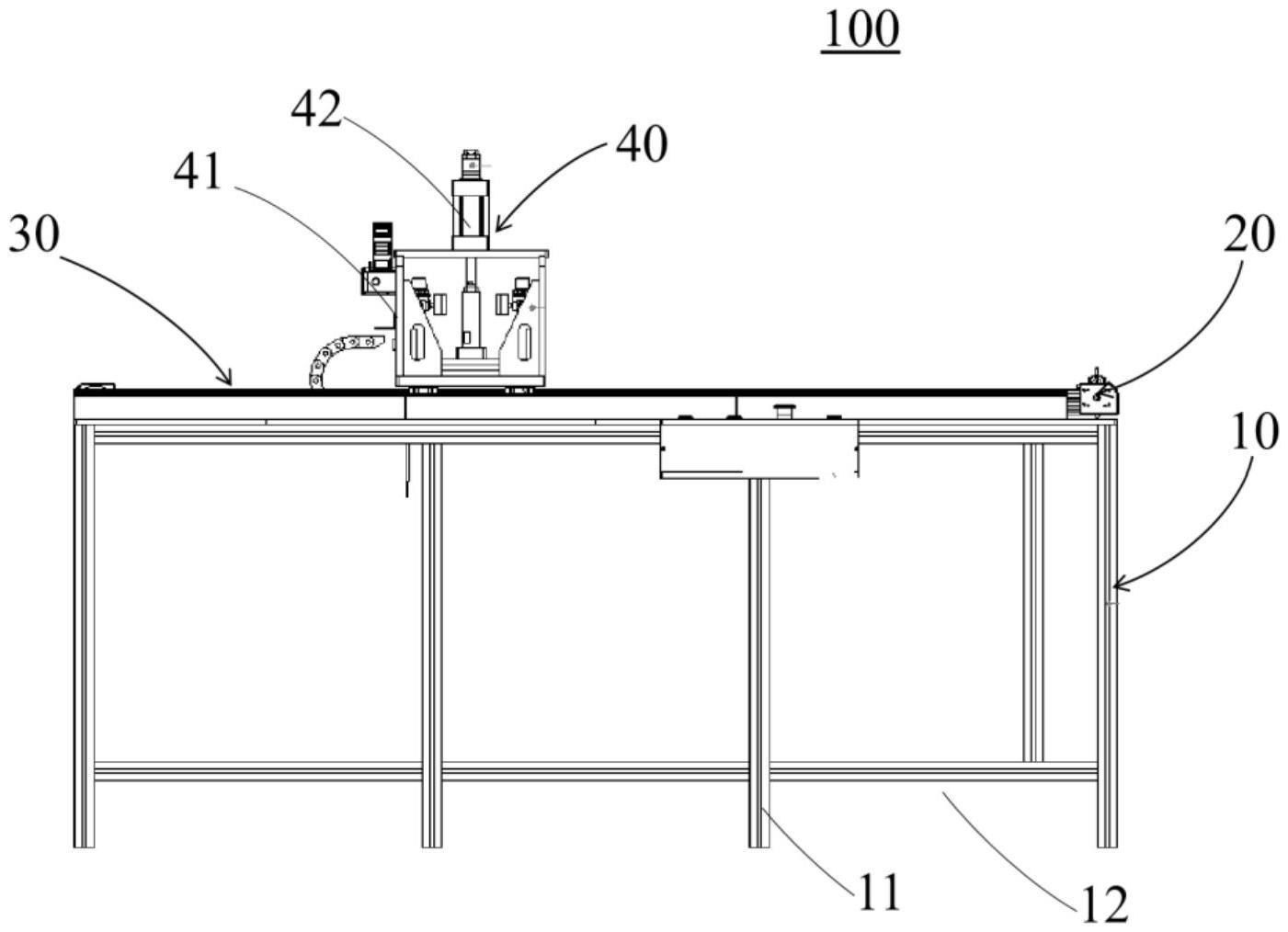
2、为实现上述目的,本实用新型的技术方案提供了一种滚压成型设备,用于压合灯具壳体,所述灯具壳体具有预组装在一起的扩散板和端盖,所述滚压成型设备包括:
3、支撑架;
4、安装在所述支撑架一侧的动力机构;
5、用于固定预组装的所述灯具壳体的固定机构,所述固定机构安置在所述支撑架上,包括设置在所述支撑架上的底座和底板、安装在所述底座上的导轨组件和定位组件,预组装的所述灯具壳体被固定在所述固定机构的所述定位组件上;以及
6、压合机构,所述压合机构组设于所述导轨组件并可沿所述导轨组件移动,所述压合机构包括滚轮压合装置和压合高度调节装置,所述滚轮压合装置沿着所述导轨组件在预组装的所述灯具壳体的两侧之间滚压至少一个来回。
7、可选地,所述底板叠置在所述底座上,所述底板的长度方向与所述压合机构的长度方向正交。
8、可选地,所述导轨组件设置在所述底板两侧。
9、可选地,所述定位组件包括定位块,所述定位块设置在所述底板上。
10、可选地,所述导轨组件包括导轨滑道、传送带以及用于固定所述导轨组件的固定部件。
11、可选地,所述导轨滑道为两条,分别设置在所述底板两侧,在其中一条所述导轨滑道与所述底板之间安设有所述传送带。
12、可选地,所述定位块为若干个,沿所述底板的长度方向上间隔分布于所述底板,相对的两个所述定位块之间夹设有预组装的所述灯具壳体。
13、可选地,所述动力机构包括相互电性连接的开关盒和电机。
14、可选地,所述开关盒、所述电机和所述传送带分别由固定部件固定安装在所述底座上。
15、可选地,所述固定部件为螺丝。
16、与现有技术相比,本实用新型的技术方案具有以下有益效果:
17、本实用新型的技术方案提供的滚压成型设备,通过将支撑架、动力机构、用于固定预组装的所述灯具壳体的固定机构以及压合机构进行合理布局,使得滚压成形设备构成组件少、结构紧凑、便于操作,不但成本低,组装效率高,同时还能保证产品装配效果的高品质。
技术特征:
1.一种滚压成型设备,用于压合灯具壳体(90),所述灯具壳体(90)具有预组装在一起的扩散板(91)和端盖(92),其特征在于,所述滚压成型设备(100)包括:
2.根据权利要求1所述的滚压成型设备,其特征在于:所述底板(32)叠置在所述底座(31)上,所述底板(32)的长度方向与所述压合机构(40)的长度方向正交。
3.根据权利要求2所述的滚压成型设备,其特征在于:所述导轨组件(33)设置在所述底板(32)两侧。
4.根据权利要求1所述的滚压成型设备,其特征在于:所述定位组件(34)包括定位块(341),所述定位块(341)设置在所述底板(32)上。
5.根据权利要求4所述的滚压成型设备,其特征在于:所述导轨组件(33)包括导轨滑道(331)、传送带(332)以及用于固定所述导轨组件(33)的固定部件。
6.根据权利要求5所述的滚压成型设备,其特征在于:所述导轨滑道(331)为两条,分别设置在所述底板(32)两侧,在其中一条所述导轨滑道(331)与所述底板(32)之间安设有所述传送带(332)。
7.根据权利要求6所述的滚压成型设备,其特征在于:所述定位块(341)为若干个,沿所述底板(32)的长度方向上间隔分布于所述底板(32),相对的两个所述定位块(341)之间夹设有预组装的所述灯具壳体(90)。
8.根据权利要求7所述的滚压成型设备,其特征在于:所述动力机构(20)包括相互电性连接的电机(21)和开关盒(22)。
9.根据权利要求8所述的滚压成型设备,其特征在于:所述开关盒(22)、所述电机(21)和所述传送带(332)分别由固定部件固定安装在所述底座(31)上。
10.根据权利要求5-9任一项所述的滚压成型设备,其特征在于:所述固定部件为螺丝。
技术总结
本技术提供了一种滚压成型设备,用于压合灯具壳体,所述设备包括支撑架、固定机构、压合机构以及动力机构。固定机构安置在支撑架上,包括底座和底板、安装在底座上的导轨组件和定位组件,预组装的灯具壳体被固定在所述固定机构的定位组件上。压合机构组设于导轨组件并可沿导轨组件移动,压合机构包括滚轮压合装置和压合高度调节装置,滚轮压合装置沿着导轨组件在预组装的灯具壳体的两侧之间滚压至少一个来回。本技术通过将支撑架、动力机构、用于固定预组装的灯具壳体的固定机构以及压合机构进行合理布局,使得滚压成形设备构成组件少、结构紧凑、便于操作,不但成本低,组装效率高,同时还能保证产品装配效果的高品质。
技术研发人员:张俊垒,徐宝根,林金龙
受保护的技术使用者:苏州欧普照明有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!