悬浮架构架的结构定位及焊接变形控制工装的制作方法
本技术焊接变形控制涉及,尤其涉及一种悬浮架构架的结构定位及焊接变形控制工装。
背景技术:
1、低真空管道磁浮交通作为一种新型交通系统,在低气压的管道中运行,空气阻力对其影响较小,从而使得列车可以达到更高的运行速度,是一种理想的未来交通工具。悬浮架为低真空管道磁浮列车的核心子系统之一,而悬浮架构架是悬浮架的骨架,作为悬浮架的关键部件承受和传递各种力。悬浮架构架尺寸极大,精度要求极高,且采用不导磁材料,结构焊接时变形很大,难以控制,为满足制造生产要求,需要设计特殊工装对构架结构定位及焊接变形进行控制。
2、现有技术中提出了一种焊接工装,但该工装只能适用于其特定构架,缺少对构架各零部件结构的精确定位装置,各部件位置难以得到保证;对构架各焊接部位的支撑及限位不够,不能限制构架焊接过程中发生的较大变形。
3、现有技术中还提出了一种焊接工装夹具,但该工装夹具可焊接构架尺寸较小,不适用于超大尺寸构架焊接;支撑架、压紧及推紧机构没有高精度平面,难以保证各部件的精确定位;压紧或推紧机构作用点较少,只能满足现有钢结构构架焊接,难以限制铝合金构架焊接变形。
技术实现思路
1、本实用新型提供了一种悬浮架构架的结构定位及焊接变形控制工装,能够解决现有技术中的问题。
2、本实用新型提供了一种悬浮架构架的结构定位及焊接变形控制工装,其中,该工装包括底部定位支架、多套侧梁定位防变形装置、多套端梁定位防变形装置和多套横梁定位防变形装置,所述侧梁定位防变形装置、端梁定位防变形装置和横梁定位防变形装置通过固定件固定在所述底部定位支架上,其中,
3、所述底部定位支架包括底部支架和设置在所述底部支架上的多个定位平板;
4、所述侧梁定位防变形装置、端梁定位防变形装置和横梁定位防变形装置均包括第一定位座、机加定位块、调节单元和第二定位座,所述第一定位座和所述第二定位座通过所述固定件固定在所述定位平板上,所述机加定位块设置在所述第一定位座上,所述调节单元通过所述固定件固定在所述第二定位座上且与所述机加定位块相对应。
5、优选地,所述底部支架包括多根横筋和多根纵筋,多根横筋和多根纵筋通过焊接方式形成支架结构。
6、优选地,多个所述定位平板通过焊接方式固定在所述底部支架上。
7、优选地,所述调节单元为丝杠机构。
8、优选地,所述固定件为螺栓。
9、通过上述技术方案,可以实现大尺寸高精度悬浮架构架的生产,使悬浮架构架的焊接变形得到控制,尺寸精度满足低真空管道磁浮列车的要求;焊接工装整体采用钢结构,采用较多的工艺为焊接及机加,工艺十分成熟,生产制造简单,生产周期短,价格便宜;焊接工装实现原理简单易行,操作上手难度低,能够降低工人操作误差。
技术特征:
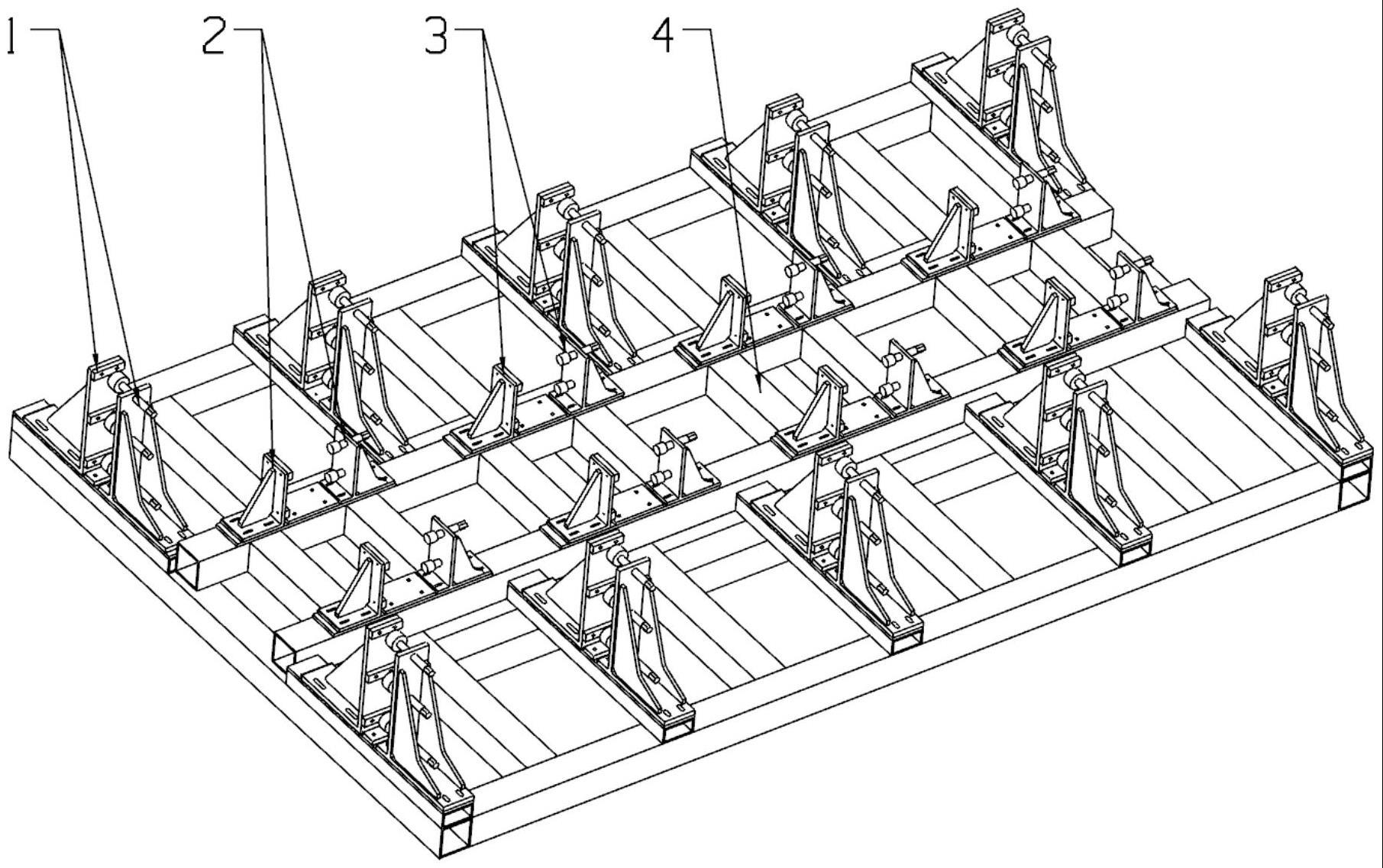
1.一种悬浮架构架的结构定位及焊接变形控制工装,其特征在于,该工装包括底部定位支架(4)、多套侧梁定位防变形装置(1)、多套端梁定位防变形装置(2)和多套横梁定位防变形装置(3),所述侧梁定位防变形装置(1)、端梁定位防变形装置(2)和横梁定位防变形装置(3)通过固定件固定在所述底部定位支架(4)上,其中,
2.根据权利要求1所述的工装,其特征在于,所述底部支架(42)包括多根横筋和多根纵筋,多根横筋和多根纵筋通过焊接方式形成支架结构。
3.根据权利要求2所述的工装,其特征在于,多个所述定位平板(41)通过焊接方式固定在所述底部支架(42)上。
4.根据权利要求3所述的工装,其特征在于,所述调节单元(13)为丝杠机构。
5.根据权利要求1-4中任一项所述的工装,其特征在于,所述固定件为螺栓。
技术总结
本技术公开了一种悬浮架构架的结构定位及焊接变形控制工装。其中,该工装包括底部定位支架、多套侧梁定位防变形装置、多套端梁定位防变形装置和多套横梁定位防变形装置,侧梁定位防变形装置、端梁定位防变形装置和横梁定位防变形装置通过固定件固定在底部定位支架上,底部定位支架包括底部支架和设置在底部支架上的多个定位平板;侧梁定位防变形装置、端梁定位防变形装置和横梁定位防变形装置均包括第一定位座、机加定位块、调节单元和第二定位座,第一定位座和第二定位座通过固定件固定在定位平板上,机加定位块设置在第一定位座上,调节单元通过固定件固定在第二定位座上且与机加定位块相对应。由此,可使悬浮架构架的焊接变形得到控制。
技术研发人员:赵明,刘成龙,毛凯,武震啸,齐雪超,王少聪,孙涛,程俊
受保护的技术使用者:中国航天科工飞航技术研究院(中国航天海鹰机电技术研究院)
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!