一种钢片十字冲装置的制作方法
本技术涉及钢片加工,具体涉及一种钢片十字冲装置。
背景技术:
1、载带是指一种应用于器件包装行业的带条状产品,载带具备一定的厚度,载带长度方向上等距分布着用于承放器件的凹模(亦称卡槽),载带包装具备低成本、便于运输的优点,由此深受市场欢迎。当前,纯钢片载带产品需要经过两道工序加工生产,第一道工序为冲压机对钢片进行冲型工艺处理,第二工序为冲压成型的钢片再经过人工摆片特定的载带卡槽内,这样的话通过人工摆片到特定的载带卡槽内,工作效率低下,不能满足日常出货需求。
技术实现思路
1、本实用新型的主要目的是提供一种钢片十字冲装置,以解决冲压成型的钢片再经过人工摆片安装到特定的载带卡槽内存在的工作效率低下问题。
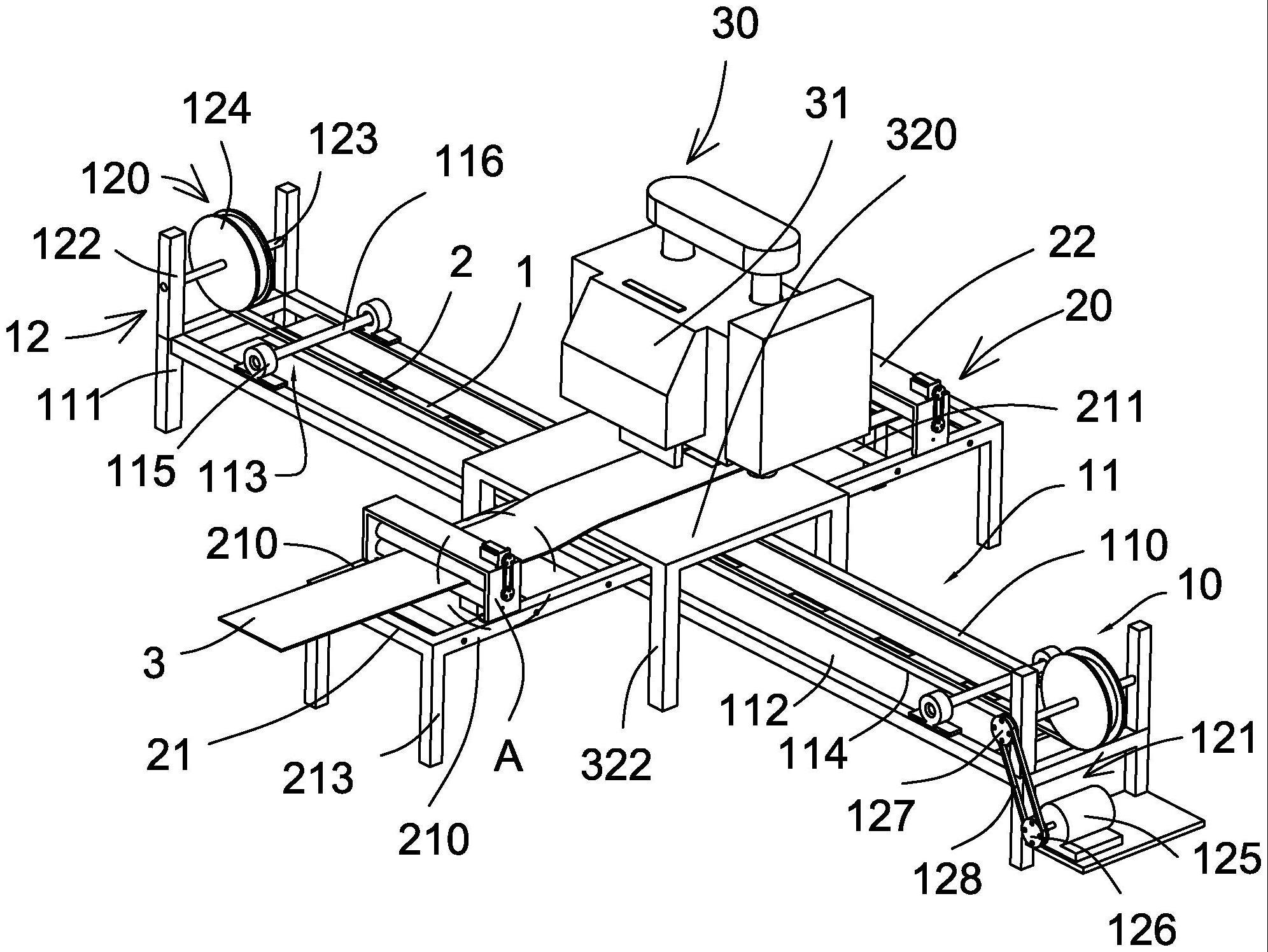
2、为了完成上述目的,本实用新型提供了一种钢片十字冲装置,包括横向带动机构、竖向带动机构和冲压机构;
3、横向带动机构包括第一支架和第一传送件,第一传送件设置在第一支架上,第一传送件用于传送载带,载带沿路开设多个卡槽;
4、竖向带动机构包括第二支架和第二传送件,第二传送件设置在第二支架上,第二传送件用于传送钢片,钢片位于载带的正上方,且钢片的传送方向与载带传送方向垂直设置;
5、冲压机构包括冲压主体、矩形板和第一支脚,第一支脚的数量为四个,四个第一支脚分别固定设置在矩形板的下端面拐角处,冲压主体与矩形板的上端面固定连接,矩形板开设漏孔,矩形板位于第二支架正上方,钢片位于漏孔与冲压主体之间,冲压主体用于冲压钢片。
6、优选的,第一支架包括第一矩形框、第二支脚、安装板和导向件,第二支脚的数量为四个,导向件的数量两个;
7、第一矩形框的四个拐角处固定设置有第二支脚,安装板固定设置在第一矩形框上,安装板沿载带传送方向开设导向槽,导向槽内搭设载带,两个导向件分别设置第一矩形框长度方向的前端以及尾端;
8、导向件包括轴承座和压制杆,轴承座的数量为两个,两个轴承座分别固定设置在第一矩形框的两个长度边框上,压制杆沿第一矩形框的宽度方向固定设置在两个轴承座上,压制杆与载带抵接。
9、优选的,第一传送件包括安装结构和驱动结构,安装结构的数量为两个,两个安装结构分别设置在第一矩形框的前端以及尾端;
10、安装结构包括竖直板和轴杆,竖直板的数量为两个,竖直设置的两个竖直板的底端均设置在第一矩形框的宽度方向的边框上,轴杆转动设置在两个竖直板,轴杆上固定套设有卷辊,载带缠绕在卷辊上;
11、驱动结构包括第一电机、第一驱动轮、第一从动轮和第一皮带,第一电机固定设置在第一支架上,第一电机的输出轴与第一驱动轮固定连接,第一从动轮与设置在第一矩形框的尾端的轴杆连接,第一皮带套设在第一驱动轮和第一从动轮上。
12、优选的,第二支架包括第二矩形框、支杆和第三支脚,第三支脚的数量为四个,第二矩形框的拐角处均固定设置有的第三支脚,支杆的数量为多个,多个支杆均第二矩形框的宽度方向转动设置在第二矩形框的内边框上,多个支杆沿第二矩形框的长度方向均布设置。
13、优选的,第二传送件包括u形板、传动辊、第二驱动轮、第二从动轮、第二皮带和第二电机;u形板的开口端与第二矩形框固定连接,传动辊的数量为两个,两个传动辊均沿支杆的轴向转动设置在u形板上,两个传动辊之间间距形成传送空间,钢片穿过传送空间,第二电机固定设置在u形板的封口端上,第二驱动轮与第二电机的输出轴固定连接,第二从动轮与任一传动辊连接,第二皮带套设在第二驱动轮和第二从动轮上。
14、上述方案有益效果为:首先驱动第一传送件开始工作,第一传动件带动载带沿第一支架的长度方向进行传送,进一步,第二传送件开始工作,第二传动件带动钢片沿第二支架的长度方向进行传送,驱动冲压主体工作,冲压主体对钢片进行压切动作,钢片压制成型后依次穿过漏孔、第二支架掉落至卡槽上,通过上述方案重复动作,使得机械自动化实现钢片安装到卡槽内,大大提高了工作效率。
技术特征:
1.一种钢片十字冲装置,其特征在于,包括:
2.根据权利要求1所述的钢片十字冲装置,其特征在于,所述第一支架包括第一矩形框、第二支脚、安装板和导向件,所述第二支脚的数量为四个,所述导向件的数量两个;
3.根据权利要求2所述的钢片十字冲装置,其特征在于,所述第一传送件包括安装结构和驱动结构,所述安装结构的数量为两个,两个所述安装结构分别设置在所述第一矩形框的前端以及尾端;
4.根据权利要求1所述的钢片十字冲装置,其特征在于,所述第二支架包括第二矩形框、支杆和第三支脚,所述第三支脚的数量为四个,所述第二矩形框的拐角处均固定设置有所述的第三支脚,所述支杆的数量为多个,多个所述支杆均所述第二矩形框的宽度方向转动设置在所述第二矩形框的内边框上,多个所述支杆沿所述第二矩形框的长度方向均布设置。
5.根据权利要求4所述的钢片十字冲装置,其特征在于,所述第二传送件包括u形板、传动辊、第二驱动轮、第二从动轮、第二皮带和第二电机;所述u形板的开口端与所述第二矩形框固定连接,所述传动辊的数量为两个,两个所述传动辊均沿所述支杆的轴向转动设置在所述u形板上,两个所述传动辊之间间距形成传送空间,所述钢片穿过所述传送空间,所述第二电机固定设置在所述u形板的封口端上,所述第二驱动轮与所述第二电机的输出轴固定连接,所述第二从动轮与任一所述传动辊连接,所述第二皮带套设在所述第二驱动轮和所述第二从动轮上。
技术总结
本技术涉及一种钢片十字冲装置,包括横向带动机构、竖向带动机构和冲压机构;首先驱动第一传送件开始工作,第一传动件带动载带沿第一支架的长度方向进行传送,进一步,第二传送件开始工作,第二传动件带动钢片沿第二支架的长度方向进行传送,驱动冲压主体工作,冲压主体对钢片进行压切动作,钢片压制成型后依次穿过漏孔、第二支架掉落至卡槽上,通过上述方案重复动作,使得机械自动化实现钢片安装到卡槽内,大大提高了工作效率。
技术研发人员:李清平,张文臣,姚力文
受保护的技术使用者:秦皇岛市达瑞胶粘制品有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!