一种应用于圆柱电池集流盘的上下料装置的制作方法
本技术涉电池生产设备,具体涉及一种应用于圆柱电池集流盘的上下料装置。
背景技术:
1、电芯是电池重要的组件,电芯在依次经过揉平、包胶、入壳、集流盘焊接及封口焊等工序的处理后,才能组装形成电池,电芯的性能对电池性能起到直接的影响,集流盘焊接是电池生产过程中一道重要的工序。随着劳动力成本的不断提升,电池生产制造所需的人力成本不断增加。在电池生产过程中,集流盘焊接环节是制约整个产线生产效率的关键环节。现有技术中,在进行集流盘焊接时,通常采用人工上料和下料的方式,即人工先将集流盘放置在物料盘内,然后将对应的物料盘放置在集流盘焊接设备的上料位置,待物料盘内的集流盘被拾取完后,再由工人将空的物料盘移走。这种人工上下料的方式不仅效率低下、人工成本高,而且在人工搬运过程中容易损坏集流盘,从而难以满足生产需求。
技术实现思路
1、本实用新型提供了一种应用于圆柱电池集流盘的上下料装置,用以解决现有技术中集流盘上料以及被拾取完的物料盘进行下料依赖人工导致电池制造成本高的问题,实现低成本高效生产。
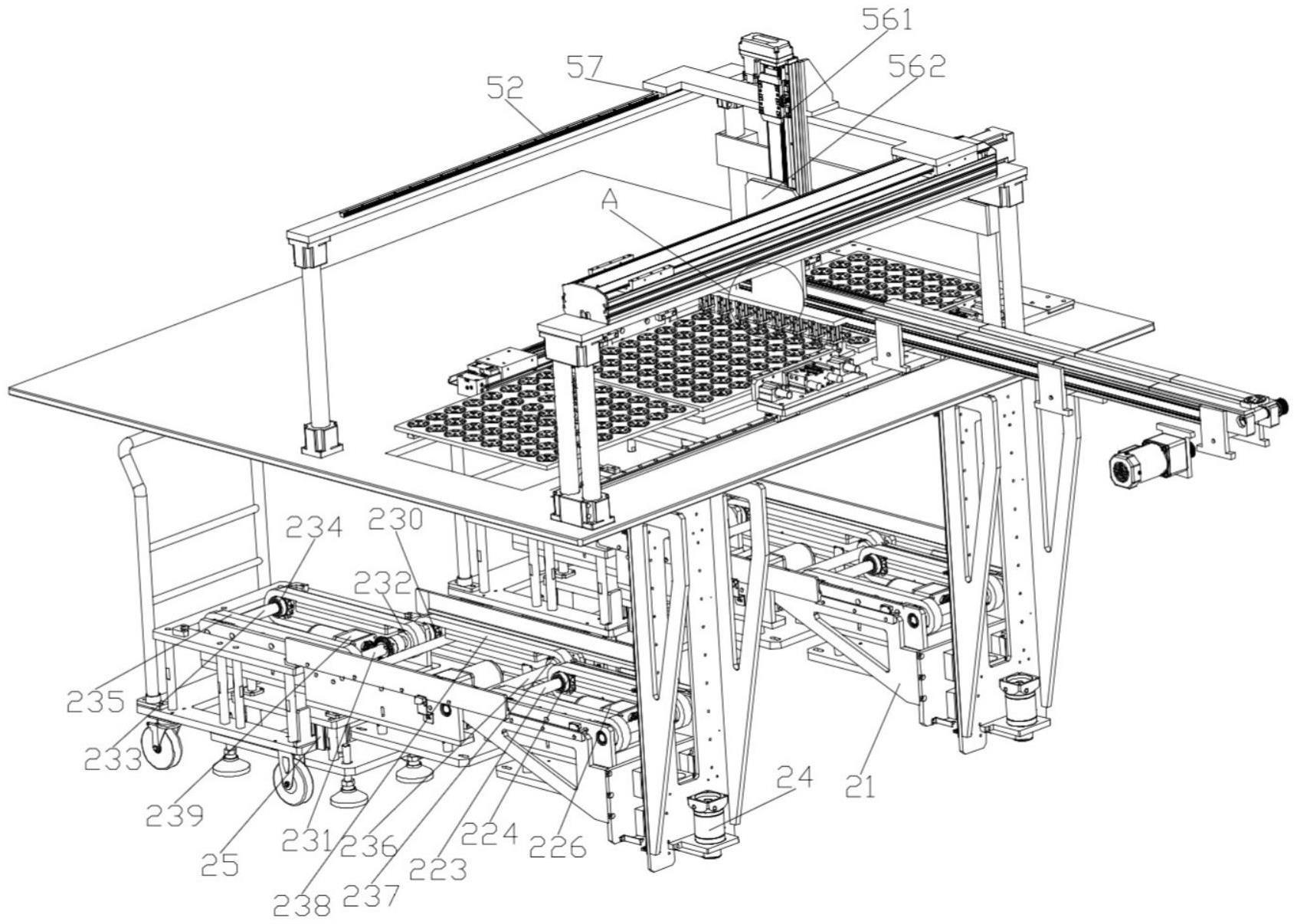
2、本实用新型采用如下方案实现:一种应用于圆柱电池集流盘的上下料装置,包括机台,设置于所述机台下方用于抬升上料小车上载有集流盘的物料盘的上料机构,与所述上料机构间隔设置用于将未装载集流盘的物料盘运送着下料小车的下料机构,设置于所述机台顶部的第二移料机构,设置于所述机台上的取料槽,设置于所述取料槽两侧的第一移料机构,以及设置在机台用用于运输集流盘的输送件;所述上料机构和所述下料机构均包括与所述机台一侧滑动连接的支撑架,设置于所述支撑架上的第一传动组件,与所述第一传动组件相邻设置的第二传动组件,以及驱动所述支撑架升降的第一升降驱动件。
3、进一步的,所述第一传动组件包括设置于所述支撑架上的第一主动轴,设置于所述第一主动轴两端的第一主动轮,与所述第一主动轴间隔设置的第一从动轴,设置于所述第一从动轴两端的第一从动轮,连接所述第一主动轮和所述第一从动轮的第一传动带,以及驱动所述第一主动轴转动的第一驱动件。
4、进一步的,所述第二传动组件包括设置于所述支撑架上的第二主动轴,设置于所述第二主动轴两端的第二主动轮,分别设置于两个所述第二主动轮外侧的第三主动轮,设置于所述第二主动轴一侧第二从动轴,设置于所述第二从动轴两端的第二从动轮,连接所述第二主动轮和所述第二从动轮的第二传动带,设置于所述第二主动轴另一侧第三从动轴,设置于所述第三从动轴两端的第三从动轮,连接所述第三主动轮和所述第三从动轮的第三传动带,以及驱动所述第二主动轴转动的第二驱动件。
5、进一步的,所述支撑架上设置有用于升降所述第二传动组件的第二升降驱动件。
6、进一步的,所述机台上设置有第一滑轨,所述支撑架一侧设置有与所述第一滑轨配合的第一滑块。
7、进一步的,所述第一移料机构包括设置于所述取料槽两侧的安装板,两个所述安装板上均设置有至少一组第一夹紧组件,以及设置于其中一个所述安装板一侧用于驱动所述安装板移动的第三驱动件,所述安装板的底部与所述机台滑动连接。
8、进一步的,两个所述安装板上均设置有两组第一夹紧组件,两组所述第一夹紧组件间隔设置。
9、进一步的,所述第一夹紧组件包括设置于所述安装板上端面的第四驱动件,与所述第四驱动件连接的夹板。
10、进一步的,所述第二移料机构包括设置于所述取料槽一侧的第一龙门架,设置于所述第一龙门架上的第二滑轨,与所述第一龙门架间隔设置的第二龙门架,设置于所述第二龙门架上的丝杠模组,设置于所述第一龙门架和所述第二龙门架之间的横板,设置于所述横板上的第二夹紧组件,所述横板的一端底部设置有第二滑块,所述滑块与所述第二滑轨滑动连接,所述横板的另一端与所述丝杠模组连接。
11、进一步的,所述第二夹紧组件包括第五驱动件,设置于所述第五驱动件连接的升降架,设置于所述升降架底部的多个夹爪气缸,与所述夹爪气缸输出端连接的夹爪。
12、对比现有技术,本实用新型具有以下有益效果:
13、本实用新型通过上料机构、第一移料机构和第二移料机构相互配合实现物料盘的自动上料,最后再通过下料机构将被拾取完的物料盘运输至小车,完成自动下料,提高了上料和下料的效率,降低人工成本。上料机构与下料机构均设置有第二传动组件,通过抬升降第二传动组件,可移走上料小车上的物料盘或者将物料盘置于下料小车上,可避免因人工的操作不当损坏集流盘。
技术特征:
1.一种应用于圆柱电池集流盘的上下料装置,其特征在于,包括机台,设置于所述机台下方用于抬升上料小车上载有集流盘的物料盘的上料机构,与所述上料机构间隔设置用于将未装载集流盘的物料盘运送着下料小车的下料机构,设置于所述机台顶部的第二移料机构,设置于所述机台上的取料槽,设置于所述取料槽两侧的第一移料机构,以及设置在所述机台上用于运输集流盘的输送件;所述上料机构和所述下料机构均包括与所述机台一侧滑动连接的支撑架,设置于所述支撑架上的第一传动组件,与所述第一传动组件相邻设置的第二传动组件,以及驱动所述支撑架升降的第一升降驱动件。
2.根据权利要求1所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第一传动组件包括设置于所述支撑架上的第一主动轴,设置于所述第一主动轴两端的第一主动轮,与所述第一主动轴间隔设置的第一从动轴,设置于所述第一从动轴两端的第一从动轮,连接所述第一主动轮和所述第一从动轮的第一传动带,以及驱动所述第一主动轴转动的第一驱动件。
3.根据权利要求1所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第二传动组件包括设置于所述支撑架上的第二主动轴,设置于所述第二主动轴两端的第二主动轮,分别设置于两个所述第二主动轮外侧的第三主动轮,设置于所述第二主动轴一侧第二从动轴,设置于所述第二从动轴两端的第二从动轮,连接所述第二主动轮和所述第二从动轮的第二传动带,设置于所述第二主动轴另一侧第三从动轴,设置于所述第三从动轴两端的第三从动轮,连接所述第三主动轮和所述第三从动轮的第三传动带,以及驱动所述第二主动轴转动的第二驱动件。
4.根据权利要求3所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述支撑架上设置有用于升降所述第二传动组件的第二升降驱动件。
5.根据权利要求1所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述机台上设置有第一滑轨,所述支撑架一侧设置有与所述第一滑轨配合的第一滑块。
6.根据权利要求1所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第一移料机构包括设置于所述取料槽两侧的安装板,两个所述安装板上均设置有至少一组第一夹紧组件,以及设置于其中一个所述安装板一侧用于驱动所述安装板移动的第三驱动件,所述安装板的底部与所述机台滑动连接。
7.根据权利要求6所述的应用于圆柱电池集流盘的上下料装置,其特征在于,两个所述安装板上均设置有两组第一夹紧组件,两组所述第一夹紧组件间隔设置。
8.根据权利要求6所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第一夹紧组件包括设置于所述安装板上端面的第四驱动件,与所述第四驱动件连接的夹板。
9.根据权利要求1所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第二移料机构包括设置于所述取料槽一侧的第一龙门架,设置于所述第一龙门架上的第二滑轨,与所述第一龙门架间隔设置的第二龙门架,设置于所述第二龙门架上的丝杠模组,设置于所述第一龙门架和所述第二龙门架之间的横板,设置于所述横板上的第二夹紧组件,所述横板的一端底部设置有第二滑块,所述滑块与所述第二滑轨滑动连接,所述横板的另一端与所述丝杠模组连接。
10.根据权利要求9所述的应用于圆柱电池集流盘的上下料装置,其特征在于,所述第二夹紧组件包括第五驱动件,设置于所述第五驱动件连接的升降架,设置于所述升降架底部的多个夹爪气缸,与所述夹爪气缸输出端连接的夹爪。
技术总结
本技术涉及一种应用于圆柱电池集流盘的上下料装置,包括机台,设置于所述机台下方的上料机构,与所述上料机构间隔设置的下料机构,设置于所述机台顶部的第二移料机构,设置于所述机台上的取料槽,设置于所述取料槽两侧的第一移料机构,以及设置在所述机台上用于运输集流盘的输送件;所述上料机构和所述下料机构均包括与所述机台一侧滑动连接的支撑架,设置于所述支撑架上的第一传动组件,与所述第一传动组件相邻设置的第二传动组件,以及驱动所述支撑架升降的第一升降驱动件。本技术通过上料机构、第一移动机构,第二移动机构和下料机构相互配合实现物料盘的自动上下料,提高上料效率,降低人工成本。
技术研发人员:牛晓冬,崔双,刘小川
受保护的技术使用者:惠州市成泰自动化科技有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!