一种机床动力头卡定位装置的制作方法
本技术涉及一种机床动力头卡定位装置。
背景技术:
1、目前多功能加工中心得到广泛应用,随着自动化设备的提高普及,越来越多的无人黑灯工厂得以实现,但是目前多功能加工中心所用的安装加工刀具的夹具结构比较复杂,且更换刀具时需要拧螺钉固定,切换刀具后,其定位精度难以保证,造成了多功能加工中心更换刀具需要人工校正位置,无法采用自动更换,极大地降低了多功能加工中心的生产效率,因此亟待对多功能加工中心的夹具结构进行改进,以满足多功能加工中心实现无人黑灯工厂应用。
技术实现思路
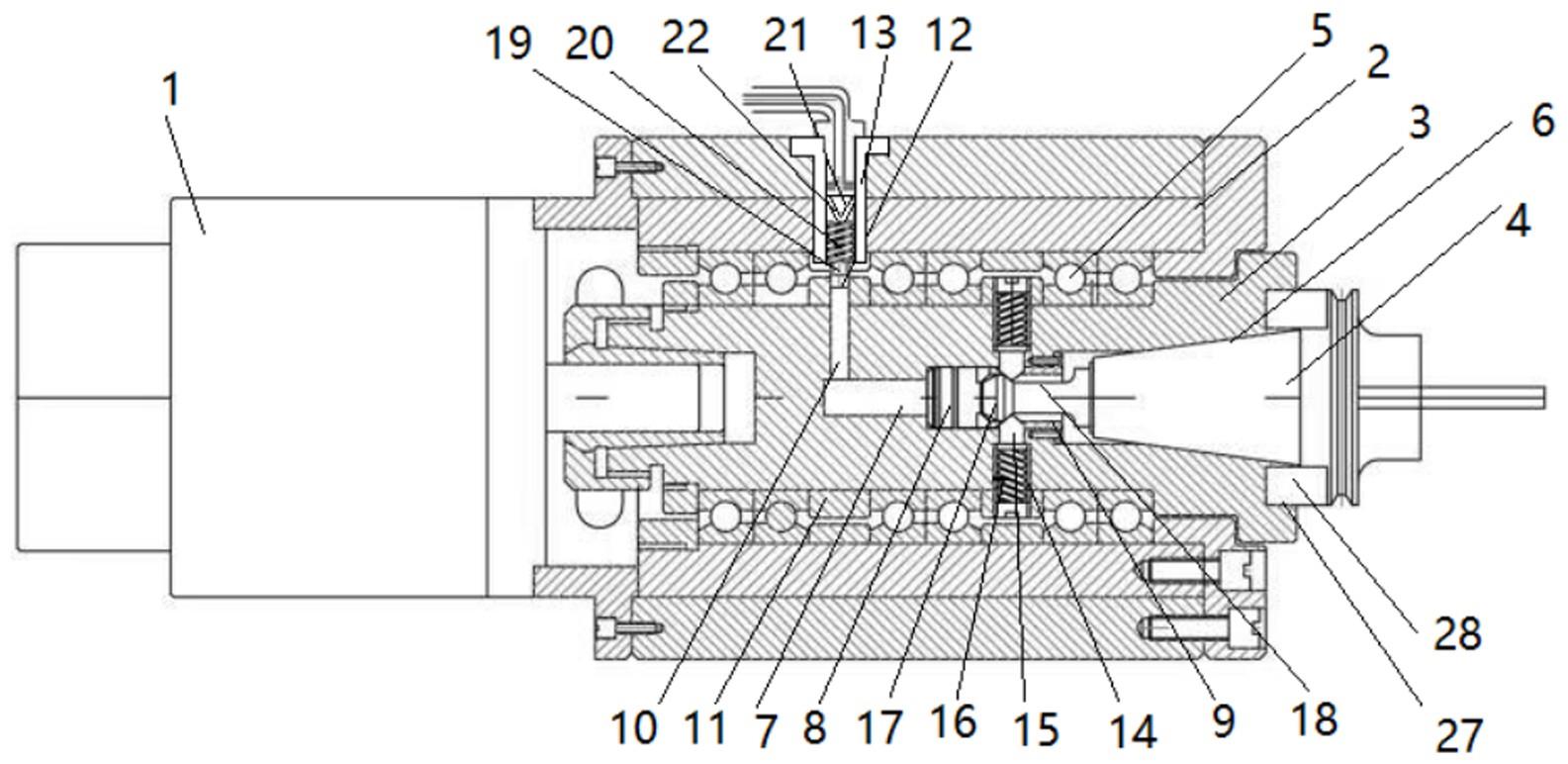
1、本实用新型的目的是克服现有技术中多功能加工中心的刀具夹具结构所存在的上述问题,提供一种机床动力头卡定位装置,本实用新型设计一种机床动力头卡定位装置,包括电机,动力头壳体,动力头体,刀具,其特征在于,动力头体由若个轴承安装在动力头壳体内,动力头体末端连接电机轴,在动力头体顶端开设有内凹的锥槽,在锥槽的内顶端设置有轴向沉孔,轴向沉孔分两段,前段直径大于后段直径,在轴向沉孔的前段内设置有活塞,在轴向沉孔前端设置有定位套,轴向沉孔的末端设置有一径向的贯通孔,在贯通孔的末端处的动力头体周边上设置有一环,环上开设一连通贯通孔的小孔,在动力头壳体上设置有注油头,注油头的位置正对动力头体周边上的环,在动力头体上开设有径向的两个贯通孔,两个贯通孔的内侧开口正对轴向沉孔的前段中部,在贯通孔内设置有卡位销,在卡位销上套装有弹簧,卡位销的头部设置为斜面,所述的刀具后部为锥形,在末端设置有定位柄,在定位柄开设有环形槽,环形槽的边缘设置为斜面,刀具后部位于锥槽内,定位柄位于轴向沉孔前段,定位柄上的环槽与卡位销对应。所述的注油头前端设置有一注油管,注油管的后段位于注油头内,注油管上套装有回力弹簧,注油管末端连接一活塞,活塞上开设有连接注油管的细孔。所述的电机为步进伺服电机。所述的活塞前端面为四块伸展的内斜面,所述的四块伸展的内斜面呈上下左右对称分布,所述的活塞中部开设有内凹槽,所述的内凹槽与定位柄嵌套,在所述的定位套上,设置有二根内凹槽,二根内凹槽位于定位套的左右两侧,在定位套的上下两端开设有深内凹槽,所述的深内凹槽与卡位销的行程轴线对应。
2、本实用新型的优点是换刀具方便,且定位准确,可以实现机械手的自动换刀。
技术特征:
1.一种机床动力头卡定位装置,包括电机,动力头壳体,动力头体,刀具,其特征在于,动力头体由若个轴承安装在动力头壳体内,动力头体末端连接电机轴,在动力头体顶端开设有内凹的锥槽,在锥槽的内顶端设置有轴向沉孔,轴向沉孔分两段,前段直径大于后段直径,在轴向沉孔的前段内设置有活塞,在轴向沉孔前端设置有定位套,轴向沉孔的末端设置有一径向的贯通孔,在贯通孔的末端处的动力头体周边上设置有一环,环上开设一连通贯通孔的小孔,在动力头壳体上设置有注油头,注油头的位置正对动力头体周边上的环,在动力头体上开设有径向的两个贯通孔,两个贯通孔的内侧开口正对轴向沉孔的前段中部,在贯通孔内设置有卡位销,在卡位销上套装有弹簧,卡位销的头部设置为斜面,所述的刀具后部为锥形,在末端设置有定位柄,在定位柄开设有环形槽,环形槽的边缘设置为斜面,刀具后部位于锥槽内,定位柄位于轴向沉孔前段,定位柄上的环槽与卡位销对应。
2.按权利要求1所述的一种机床动力头卡定位装置,其特征在于,所述的注油头前端设置有一注油管,注油管的后段位于注油头内,注油管上套装有回力弹簧,注油管末端连接一活塞,活塞上开设有连接注油管的细孔。
3.按权利要求1所述的一种机床动力头卡定位装置,其特征在于,所述的电机为步进伺服电机。
4.按权利要求1所述的一种机床动力头卡定位装置,其特征在于,所述的活塞前端面为四块伸展的内斜面,所述的四块伸展的内斜面呈上下左右对称分布,所述的活塞中部开设有内凹槽,所述的内凹槽与定位柄嵌套,在所述的定位套上,设置有二根内凹槽,二根内凹槽位于定位套的左右两侧,在定位套的上下两端开设有深内凹槽,所述的深内凹槽与卡位销的行程轴线对应。
技术总结
本技术设计一种机床动力头卡定位装置,包括电机,动力头壳体,动力头体,刀具,其特征在于,动力头体由若个轴承安装在动力头壳体内,动力头体末端连接电机轴,在动力头体顶端开设有内凹的锥槽,在锥槽的内顶端设置有轴向的沉孔,轴向沉孔内设置有活塞,轴向沉孔的末端设置有一径向的贯通孔,动力头壳体上设置有注油头,注油头的位置正对径向贯通孔,在动力头体上开设有径向的两个贯通孔,两个贯通孔的内侧开口正对轴向沉孔的前段中部,在贯通孔内设置有卡位销,在卡位销上套装有弹簧,所述的刀具后部定位柄上的环槽与卡位销。本技术的优点是换刀具方便,且定位准确,可以实现机械手的自动换刀。
技术研发人员:章富林
受保护的技术使用者:上海依菱数控设备有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!