一种双脉冲非熔化极电弧复合能场增材装置的制作方法
本技术涉及电弧增材制造,具体为一种双脉冲非熔化极电弧复合能场增材装置。
背景技术:
1、电弧增材制造技术是以电弧为热源熔化金属丝材,按照预设路径逐层逐道堆积成形三维金属零部件的方法。与激光热源和电子束热源相比,电弧增材成本低,丝材的利用率高,增材效率高,在大气环境下即可实现超大型复杂构件的成型。然而电弧能量密度低,增材时形成的熔池熔宽大、熔深浅,易产生层间未熔合等缺陷,且增材速度与送丝速度过大时,易产生咬边等缺陷,进一步提高增材效率遇到瓶颈。
2、为解决上述问题,克服现有技术的不足,因此需要设计一种通过将脉冲激光束与双脉冲非熔化极电弧共同作用于同一熔池,增大热输入、提高熔敷效率、促进熔池震荡搅拌、避免增材过程产生未熔合缺陷和/或咬边缺陷的问题,有利于提高激光+电弧复合能场增材效率、保证复合能场增材质量的双脉冲非熔化极电弧复合能场增材装置来解决上述出现的问题。
技术实现思路
1、本实用新型的目的在于提供一种双脉冲非熔化极电弧复合能场增材装置,以解决上述背景技术中提出在大气环境下即可实现超大型复杂构件的成型。然而电弧能量密度低,增材时形成的熔池熔宽大、熔深浅,易产生层间未熔合等缺陷,且增材速度与送丝速度过大时,易产生咬边等缺陷,进一步提高增材效率遇到瓶颈的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种双脉冲非熔化极电弧复合能场增材装置,包括脉冲激光增材加工头、双脉冲非熔化极电弧增材枪体、送丝机、送丝嘴、金属丝材、连接及控制装置、脉冲激光器、双脉冲非熔化极增材电源、六轴机器人、机器人控制柜、工作台、夹具、基板,所述脉冲激光增材加工头,用于输出增材用的激光束;
3、所述双脉冲非熔化极电弧增材枪体,用于输出增材用的双脉冲非熔化极电弧;
4、所述脉冲激光增材加工头输出的激光束与所述双脉冲非熔化极电弧增材枪体输出的双脉冲非熔化极电弧作用于同一熔池,且所述脉冲激光增材加工头与双脉冲非熔化极电弧增材枪体围绕所述送丝嘴所在直线方向为轴线进行转动;
5、所述连接及控制装置,所述脉冲激光增材加工头和双脉冲非熔化极电弧增材枪体之间设有所述连接及控制装置;
6、所述脉冲激光增材加工头可通过所述连接及控制装置围绕所述送丝嘴所在直线方向为轴线单独进行转动;
7、所述双脉冲非熔化极电弧增材枪体可通过所述连接及控制装置围绕所述送丝嘴所在直线方向为轴线单独进行转动。
8、优选的,所述的脉冲激光增材加工头与所述的双脉冲非熔化极电弧增材枪体,通过所述的连接及控制装置固定在所述的六轴机器人末端。
9、优选的,所述的基板通过所述的夹具固定在所述的工作台上。
10、优选的,所述的脉冲激光增材加工头与所述的脉冲激光器连接,所述的脉冲激光器与所述的机器人控制柜通信,通过所述的机器人控制柜控制所述的脉冲激光增材加工头工作参数。
11、优选的,所述的双脉冲非熔化极电弧增材枪体与所述的双脉冲非熔化极增材电源连接,所述的双脉冲非熔化极增材电源与所述的机器人控制柜通信,通过所述的机器人控制柜控制所述的双脉冲非熔化极电弧增材枪体工作参数。
12、优选的,所述的送丝嘴与所述的送丝机连接,所述的送丝机与所述的机器人控制柜通信,通过所述的机器人控制柜控制所述的送丝机,进而控制金属丝材的送给与回抽。
13、优选的,所述的六轴机器人与所述的机器人控制柜通信,通过所述的机器人控制柜控制所述的六轴机器人运动轨迹。
14、与现有技术相比,本实用新型的有益效果是:本实用新型通过设置有脉冲激光增材加工头和双脉冲非熔化极电弧增材枪体,在双脉冲非熔化极电弧中引入脉冲激光,共同作用于熔池,增加了热输入,提高了增材效率,保证在较高送丝速度与增材速度下不产生咬边等缺陷问题,在双脉冲非熔化极电弧中引入脉冲激光,共同作用于熔池,保证了熔池宽度的同时,增加了熔深,可解决增材过程中因熔深不足产生的层间未熔合等问题,通过引入脉冲激光作用于熔池,促进熔池震荡、加速熔池搅拌,提高熔池凝固速率,细化熔池凝固晶粒,改善增材零部件微观组织与力学性能,提高增材制造质量。
技术特征:
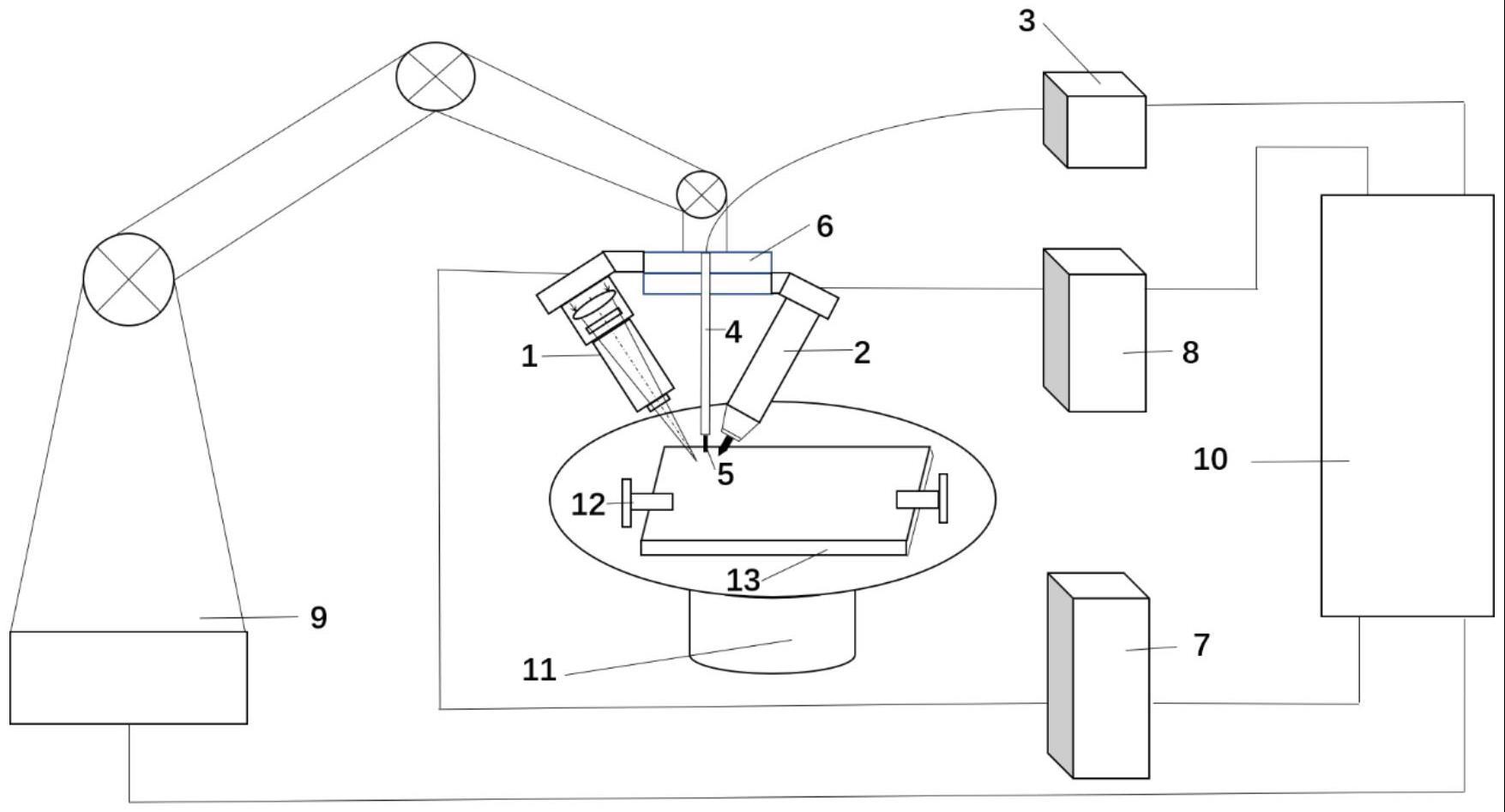
1.一种双脉冲非熔化极电弧复合能场增材装置,包括脉冲激光增材加工头(1)、双脉冲非熔化极电弧增材枪体(2)、送丝机(3)、送丝嘴(4)、金属丝材(5)、连接及控制装置(6)、脉冲激光器(7)、双脉冲非熔化极增材电源(8)、六轴机器人(9)、机器人控制柜(10)、工作台(11)、夹具(12)、基板(13),其特征在于:所述脉冲激光增材加工头(1),用于输出增材用的激光束;
2.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的脉冲激光增材加工头(1)与所述的双脉冲非熔化极电弧增材枪体(2),通过所述的连接及控制装置(6)固定在所述的六轴机器人(9)末端。
3.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的基板(13)通过所述的夹具(12)固定在所述的工作台(11)上。
4.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的脉冲激光增材加工头(1)与所述的脉冲激光器(7)连接,所述的脉冲激光器(7)与所述的机器人控制柜(10)通信,通过所述的机器人控制柜(10)控制所述的脉冲激光增材加工头(1)工作参数。
5.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的双脉冲非熔化极电弧增材枪体(2)与所述的双脉冲非熔化极增材电源(8)连接,所述的双脉冲非熔化极增材电源(8)与所述的机器人控制柜(10)通信,通过所述的机器人控制柜(10)控制所述的双脉冲非熔化极电弧增材枪体(2)工作参数。
6.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的送丝嘴(4)与所述的送丝机(3)连接,所述的送丝机(3)与所述的机器人控制柜(10)通信,通过所述的机器人控制柜(10)控制所述的送丝机(3),进而控制金属丝材(5)的送给与回抽。
7.根据权利要求1所述的一种双脉冲非熔化极电弧复合能场增材装置,其特征在于:所述的六轴机器人(9)与所述的机器人控制柜(10)通信,通过所述的机器人控制柜(10)控制所述的六轴机器人(9)运动轨迹。
技术总结
本技术公开了一种双脉冲非熔化极电弧复合能场增材装置,涉及电弧增材制造技术领域,包括所述脉冲激光增材加工头,用于输出增材用的激光束;所述双脉冲非熔化极电弧增材枪体,本技术有益增效:本技术通过设置有脉冲激光增材加工头和双脉冲非熔化极电弧增材枪体,在双脉冲非熔化极电弧中引入脉冲激光,共同作用于熔池,增加了热输入,提高了增材效率,保证在较高送丝速度与增材速度下不产生咬边等缺陷问题,在双脉冲非熔化极电弧中引入脉冲激光,通过引入脉冲激光作用于熔池,促进熔池震荡、加速熔池搅拌,提高熔池凝固速率,细化熔池凝固晶粒,改善增材零部件微观组织与力学性能,提高增材制造质量。
技术研发人员:王克鸿,段梦伟,王波,彭勇,黄勇,周明
受保护的技术使用者:佛山国防科技工业技术成果产业化应用推广中心
技术研发日:20221230
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!