一种O型圈预组装设备的制作方法
本技术涉及一种预组装设备,特别涉及一种o型圈预组装设备,属于自动化加工设备。
背景技术:
1、o型密封圈因为其密封性能较好,被广泛应用于工业生产及加工过程中。在汽车配件的加工过程中,需要在配件内部组装o型圈。传统的组装方法即通过人工将o型圈装入配件内,而人工组装常常会出现一些组装不到位,密封圈损坏的情况。而现有的自动化组装设备,普遍存在工作效率低,结构不合理等问题。
技术实现思路
1、本实用新型的目的在于,提供一种o型圈预组装设备,该组装设备可以自动化对配件进行o型圈组装,工作效率高而且精准度高。
2、为实现上述目的,本实用新型采用的技术方案在于,一种o型圈预组装设备,其包括工作台面,所述工作台面上设置有o型圈振动盘与o型圈工作台,所述o型圈工作台与o型圈振动盘的流道连接,位于所述o型圈工作台下方设置有o型圈顶升机构,所述工作台面上还设置有龙门支架,所述龙门支架用于放置工件,o型圈工作台位于工件的正下方,通过o型圈顶升机构将o型圈顶入工件内部的密封圈槽内。
3、作为优选,所述o型圈工作台的工作台面上具有一流通定位槽,所述流通定位槽的末端设置有一供o型圈顶升机构顶升的定位孔。
4、作为优选,所述龙门支架上设置有若干个工件定位槽,所述工件放置在工件定位槽内。
5、作为优选,所述o型圈顶升机构包括顶升气缸,所述顶升气缸的活动端设置有顶升杆,所述顶升杆在顶升气缸的带动下升起将o型圈顶升放入工件内的密封圈槽内。
6、作为优选,所述顶升气缸为滑台气缸,所述顶升杆通过连接座固定于滑台气缸的滑台上。
7、作为优选,所述顶升气缸的滑台上还设置有位移传感器。
8、作为优选,所述o型圈顶升机构设置于工作台面下方,其顶升气缸穿过并伸出工作台面。
9、本实用新型的有益效果:在本专利中,工件通过龙门架固定于工作台面上,o型圈工作台设置于工件上方,位于o型圈工作台下方设置有o型圈顶升机构,振动盘将o型圈振动送料至工作台,顶升气缸上升通过其顶升杆将o型圈顶升起并送至工件内部,o型圈顶升到位后,升降气缸下降回位,装好o型圈的工件由取料机械手取走。本专利结构设计合理,o型圈组装精度高,密封圈损坏极少,而且工作效率高。
技术特征:
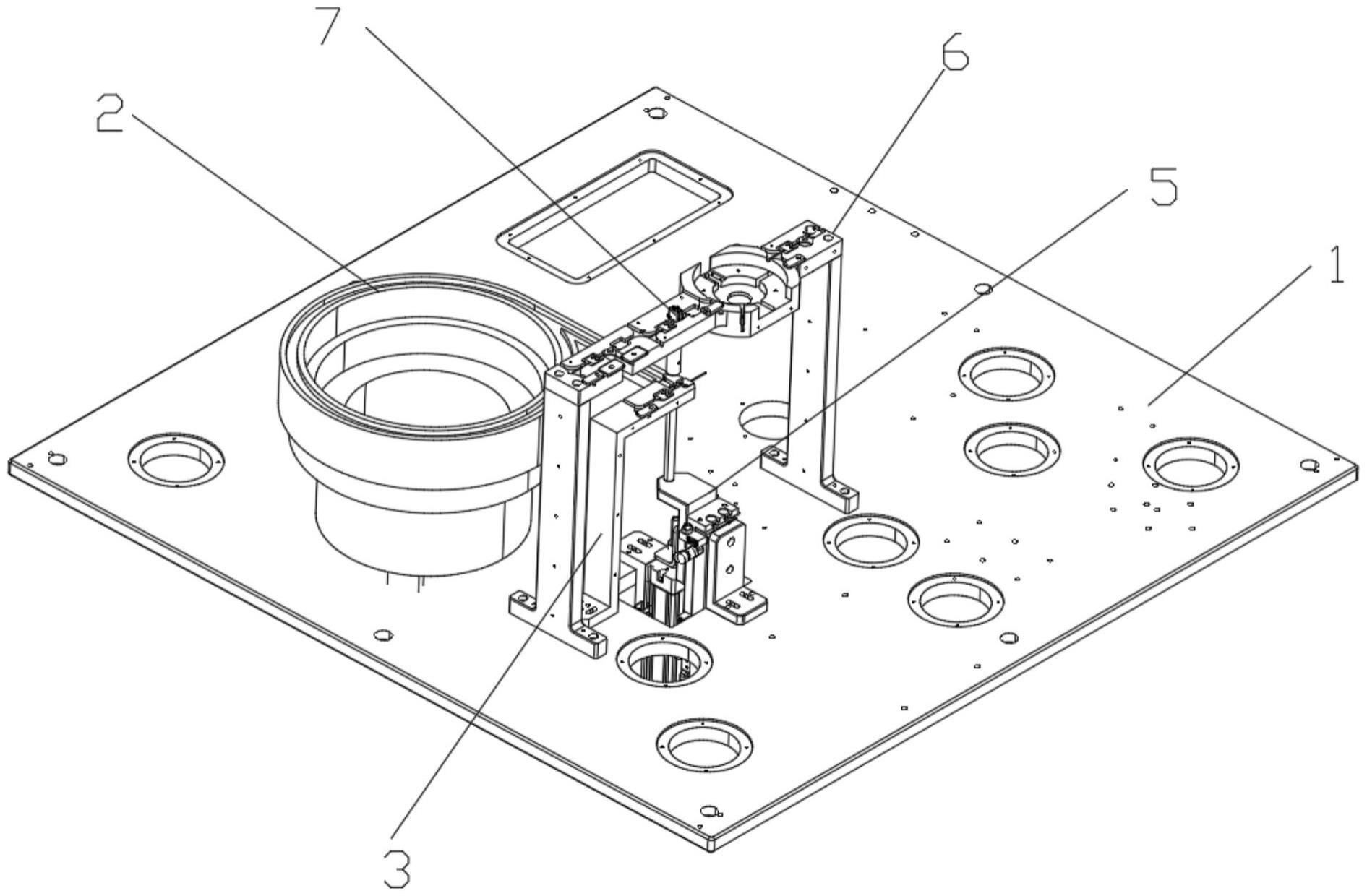
1.一种o型圈预组装设备,其特征在于,包括工作台面(1),所述工作台面(1)上设置有o型圈振动盘(2)与o型圈工作台(3),所述o型圈工作台(3)与o型圈振动盘(2)的流道(4)连接,位于所述o型圈工作台(3)下方设置有o型圈顶升机构(5),所述工作台面(1)上还设置有龙门支架(6),所述龙门支架(6)用于放置工件(7),o型圈工作台(3)位于工件(7)的正下方,通过o型圈顶升机构(5)将o型圈(8)顶入工件(7)内部的密封圈槽内。
2.根据权利要求1所述的o型圈预组装设备,其特征在于,所述o型圈工作台(3)的工作台面上具有一流通定位槽(31),所述流通定位槽(31)的末端设置有一供o型圈顶升机构(5)顶升的定位孔(32)。
3.根据权利要求1所述的o型圈预组装设备,其特征在于,所述龙门支架(6)上设置有若干个工件定位槽(61),所述工件(7)放置在工件定位槽(61)内。
4.根据权利要求3所述的o型圈预组装设备,其特征在于,所述o型圈顶升机构(5)包括顶升气缸(51),所述顶升气缸(51)的活动端设置有顶升杆(52),所述顶升杆(52)在顶升气缸(51)的带动下升起将o型圈(8)顶升放入工件(7)内的密封圈槽内。
5.根据权利要求4所述的o型圈预组装设备,其特征在于,所述顶升气缸(51)为滑台气缸,所述顶升杆(52)通过连接座(53)固定于滑台气缸的滑台上。
6.根据权利要求5所述的o型圈预组装设备,其特征在于,所述顶升气缸(51)的滑台上还设置有位移传感器(9)。
7.根据权利要求1所述的o型圈预组装设备,其特征在于,所述o型圈顶升机构(5)设置于工作台面(1)下方,其顶升气缸(51)穿过并伸出工作台面(1)。
技术总结
本技术公开了一种O型圈预组装设备,其包括工作台面,所述工作台面上设置有O型圈振动盘与O型圈工作台,所述O型圈工作台与O型圈振动盘的流道连接,位于所述O型圈工作台下方设置有O型圈顶升机构,所述工作台面上还设置有龙门支架,所述龙门支架用于放置工件,O型圈工作台位于工件的正下方,通过O型圈顶升机构将O型圈顶入工件内部的密封圈槽内。该组装设备可以自动化对配件进行O型圈组装,工作效率高而且精准度高。
技术研发人员:陶祥
受保护的技术使用者:苏州辰斯尔智能科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!