一种差速器锁止齿轮冷锻自定位模具的制作方法
本技术涉及模具领域,具体涉及一种差速器锁止齿轮冷锻自定位模具。
背景技术:
1、现有模具的定位一般为增加模套导向的结构。缺点有:1、结构复杂需要加装专用导向套。2、上下模之间是由导向套间接定位,定位精度差。3、导向套一般仅能用于上下模定心,如果定向需要做成异形的导向套,则会额外占用更多的模具空间。4、模具封闭于导向套中无法目视调整高度,需反复试压产品废品率高。
2、因此,有必要提供一种新的技术方案。
技术实现思路
1、为解决现有技术中存在的技术问题,本实用新型公开了一种差速器锁止齿轮冷锻自定位模具,具体技术方案如下所述:
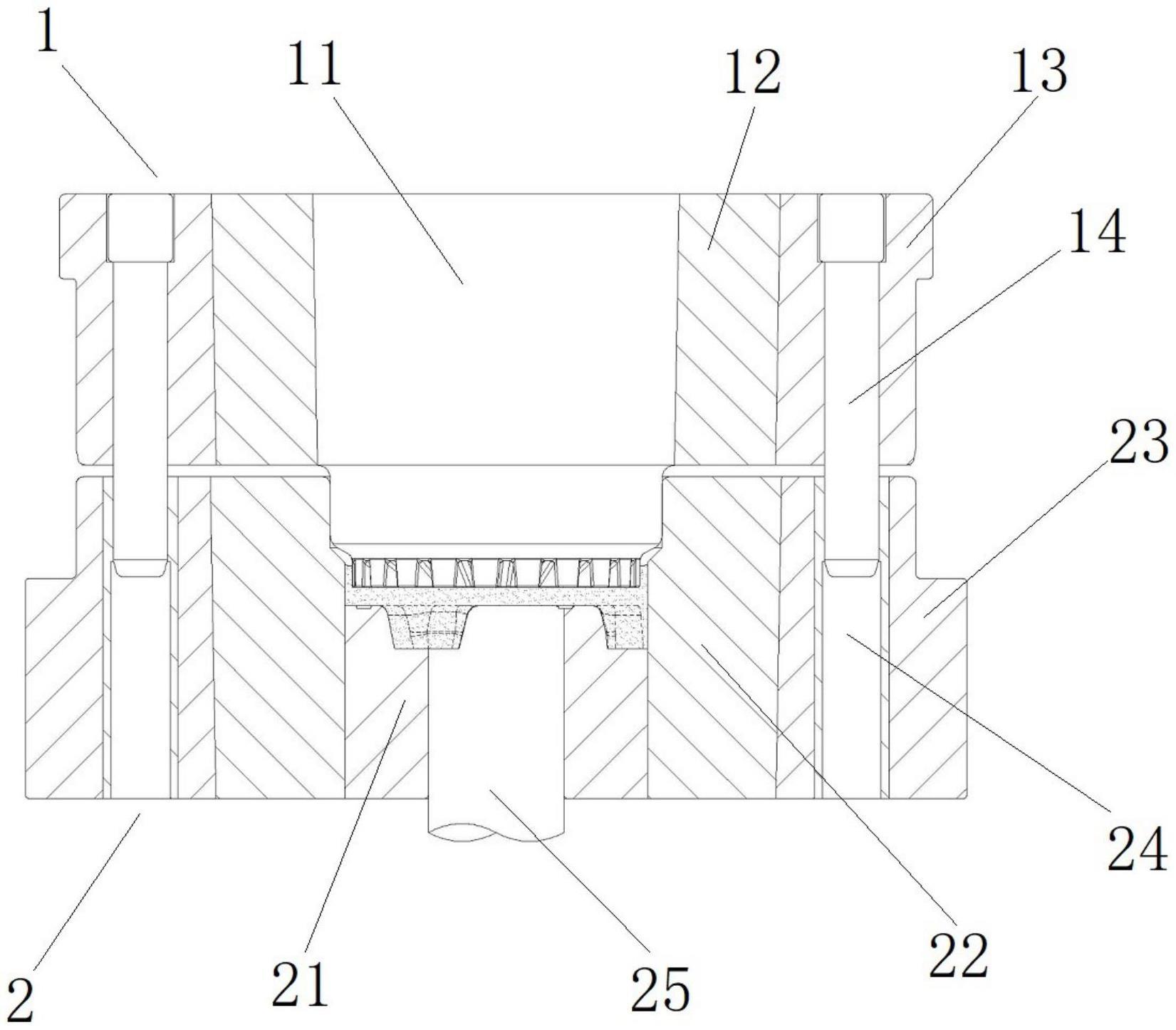
2、本实用新型提供一种差速器锁止齿轮冷锻自定位模具,其包括上模和下模,
3、所述上模包括冲头、上模中圈、上模套和定位销,所述上模中圈固定套设于所述冲头外侧,所述上模套套设于所述上模中圈的外侧,所述定位销设置于所述上模中圈上,
4、所述下模包括下模芯、下模中圈、下模套和定位套,所述下模中圈固定套设于所述下模芯外侧,所述下模套套设于所述下模中圈外侧,所述定位套嵌设于所述下模中圈上,所述定位套对应设置于所述定位销的下方。
5、进一步的,所述定位销设置有4个,且均匀排布在所述上模中圈上,所述定位销和所述上模中圈、所述冲头共同压配成型,加工精度为it6级。
6、进一步的,所述定位套对应所述定位销设置有4个,且均匀排布在所述下模中圈上,所述定位套和所述下模中圈、所述下模芯共同压配成型,加工精度it7级。
7、进一步的,所述冲头上部设置为加工精度为it6级的外圆柱,所述下模芯的模腔设置为加工精度为it7级的内圆柱,所述外圆柱与所述内圆柱配合定位。
8、进一步的,所述下模芯的模腔下方设置有顶料孔,所述顶料孔内设置有顶料杆。
9、本实用新型具有以下有益效果:
10、1、本实用新型提供的差速器锁止齿轮冷锻自定位模具,结构简单、设计巧妙,便于大规模生产制造和推广。
11、2、本实用新型提供的差速器锁止齿轮冷锻自定位模具,中心定位精度提高且具备角向定位功能。
12、3、本实用新型提供的差速器锁止齿轮冷锻自定位模具,结构紧凑缩小模具空间及成本。
13、4、本实用新型提供的差速器锁止齿轮冷锻自定位模具,可目视化调整模具高度,更加高效方便。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种差速器锁止齿轮冷锻自定位模具,其包括上模和下模,其特征在于,
2.根据权利要求1所述的差速器锁止齿轮冷锻自定位模具,其特征在于,所述定位销设置有4个,且均匀排布在所述上模中圈上,所述定位销和所述上模中圈、所述冲头共同压配成型,加工精度为it6级。
3.根据权利要求2所述的差速器锁止齿轮冷锻自定位模具,其特征在于,所述定位套对应所述定位销设置有4个,且均匀排布在所述下模中圈上,所述定位套和所述下模中圈、所述下模芯共同压配成型,加工精度it7级。
4.根据权利要求1所述的差速器锁止齿轮冷锻自定位模具,其特征在于,所述冲头上部设置为加工精度为it6级的外圆柱,所述下模芯的模腔设置为加工精度为it7级的内圆柱,所述外圆柱与所述内圆柱配合定位。
5.根据权利要求1所述的差速器锁止齿轮冷锻自定位模具,其特征在于,所述下模芯的模腔下方设置有顶料孔,所述顶料孔内设置有顶料杆。
技术总结
本技术提供一种差速器锁止齿轮冷锻自定位模具,其包括上模和下模。所述上模包括冲头、上模中圈、上模套和定位销,所述上模中圈固定套设于所述冲头外侧,所述上模套套设于所述上模中圈的外侧,所述定位销设置于所述上模中圈上,所述下模包括下模芯、下模中圈、下模套和定位套,所述下模中圈固定套设于所述下模芯外侧,所述下模套套设于所述下模中圈外侧,所述定位套嵌设于所述下模中圈上,所述定位套对应设置于所述定位销的下方。本技术具有简单、高效、精准等优点。
技术研发人员:陈雪锋,聂相宜,朱军,任建锋,吴军座
受保护的技术使用者:江苏创一精锻有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!