一种高效率铁齿锻件锻造模的制作方法
本技术涉及锻造模,具体为一种高效率铁齿锻件锻造模。
背景技术:
1、锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法。
2、经检索,中国专利授权号为cn 204620976 u的专利,公开了锻造模具,涉及锻造模技术领域,具体为锻造模具,本实用新型公了一种锻造模具,解决了倒模时模具支撑不稳定的问题,只技术方案要点是一种锻造模具,包括模具本体,所述模具本体呈圆柱形,所述模具本体包括上端面和下端面,所述上端面向内设有成型腔,所述下端面上开设有与成型腔连通的通孔,所述上端面向上延伸有至少三个垫块,所述垫块绕上端面的圆心周向排列。本实用新型的优点是通过在模具本体的上端面设置垫块,垫块与模具本体一体成型,避免了倒置模具时,垫块安放位置错误引起工作台损坏的问题,现有锻造模具在使用的过程中需要人工对表面进行喷洒脱模剂,这样极大地降低了工作效率。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种高效率铁齿锻件锻造模,解决了现有锻造模具在使用的过程中需要人工对表面进行喷洒脱模剂,这样极大地降低了工作效率的问题。
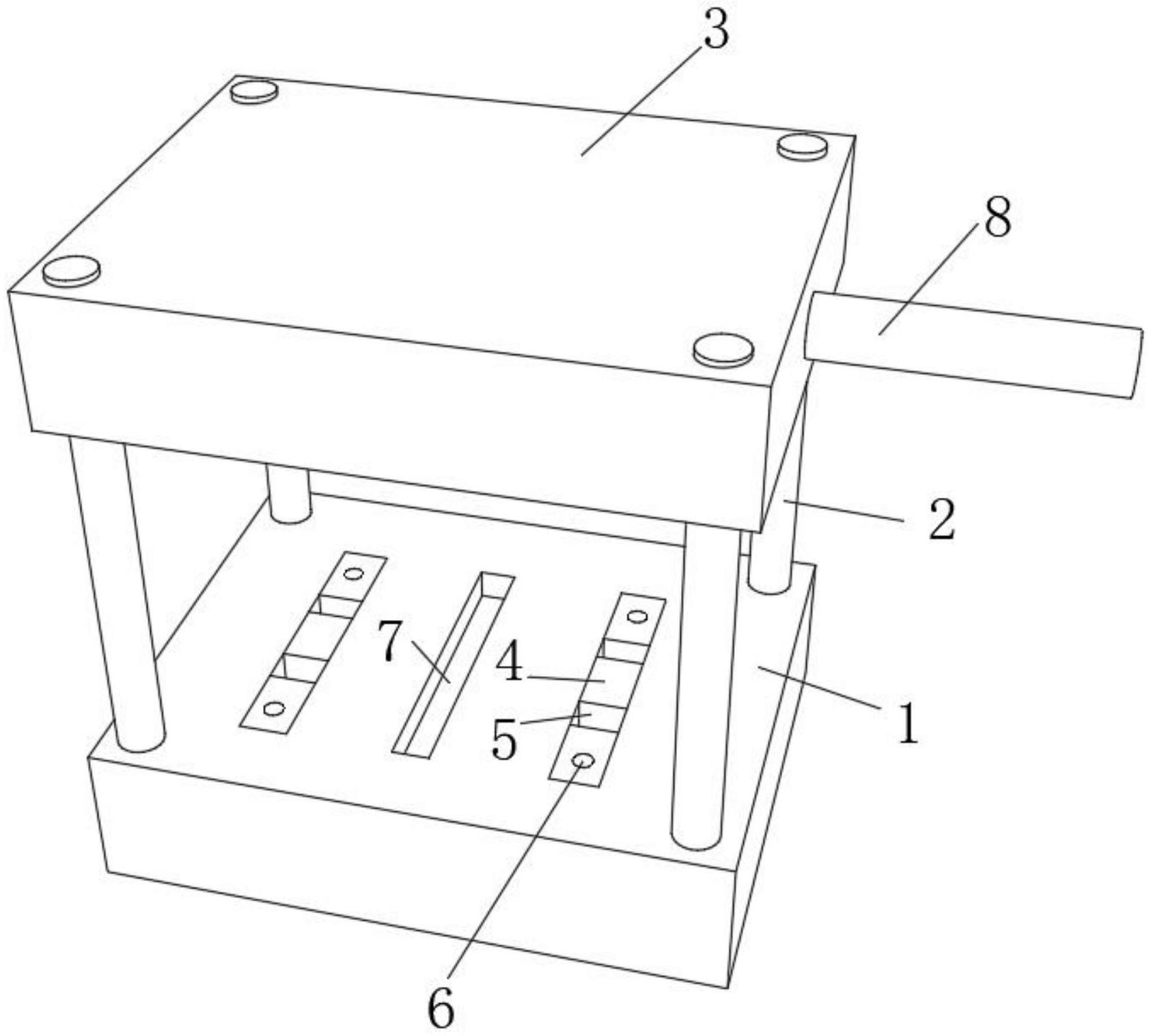
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种高效率铁齿锻件锻造模,包括下模具和上模具,所述上模具一侧开设有管槽,所述上模具底部开设有安装槽,所述安装槽内部嵌合安装有中空管,所述中空管外壁安装有连接管,所述连接管底部伸入中空管内部,所述连接管共设有三个,所述连接管另一端均安装有喷头。
3、优选的,所述管槽内部安装有输送管,所述中空管一侧开设有连接孔,所述管槽一端与安装槽联通,所述输送管一端嵌合安装在连接孔内部。
4、优选的,所述上模具一侧开设有第一螺纹孔,所述第一螺纹孔一端与安装槽联通,所述第一螺纹孔内部螺纹连接螺纹杆,所述螺纹杆一端安装有旋钮。
5、优选的,所述下模具顶部对称开设有模具槽,所述模具槽共开设有两个,所述模具槽内部均对称开设有模孔,所述模具槽内部均对称开设有通孔。
6、优选的,所述下模具顶部开设有限位槽,所述限位槽与安装槽对齐,所述下模具顶部对称开设有第二螺纹孔,所述第二螺纹孔螺纹连接导向杆,所述导向杆顶部贯穿上模具。
7、本实用新型提供了一种高效率铁齿锻件锻造模。具备以下有益效果:
8、该铁齿锻件锻造模,通过中空管、连接管和喷头的设置可以对下模具的表面进行喷洒脱模剂,这样方便后续锻造的工件进行脱模,极大地提升了脱模的效率,同时还不需要人工手动喷洒,极大地提升了工作效率。
技术特征:
1.一种高效率铁齿锻件锻造模,包括下模具(1)和上模具(3),其特征在于:所述上模具(3)一侧开设有管槽(17),所述上模具(3)底部开设有安装槽(9),所述安装槽(9)内部嵌合安装有中空管(10),所述中空管(10)外壁安装有连接管(11),所述连接管(11)底部伸入中空管(10)内部,所述连接管(11)共设有三个,所述连接管(11)另一端均安装有喷头(12)。
2.根据权利要求1所述的一种高效率铁齿锻件锻造模,其特征在于:所述管槽(17)内部安装有输送管(8),所述中空管(10)一侧开设有连接孔(13),所述管槽(17)一端与安装槽(9)联通,所述输送管(8)一端嵌合安装在连接孔(13)内部。
3.根据权利要求1所述的一种高效率铁齿锻件锻造模,其特征在于:所述上模具(3)一侧开设有第一螺纹孔(14),所述第一螺纹孔(14)一端与安装槽(9)联通,所述第一螺纹孔(14)内部螺纹连接螺纹杆(15),所述螺纹杆(15)一端安装有旋钮(16)。
4.根据权利要求1所述的一种高效率铁齿锻件锻造模,其特征在于:所述下模具(1)顶部对称开设有模具槽(4),所述模具槽(4)共开设有两个,所述模具槽(4)内部均对称开设有模孔(5),所述模具槽(4)内部均对称开设有通孔(6)。
5.根据权利要求1所述的一种高效率铁齿锻件锻造模,其特征在于:所述下模具(1)顶部开设有限位槽(7),所述限位槽(7)与安装槽(9)对齐,所述下模具(1)顶部对称开设有第二螺纹孔(18),所述第二螺纹孔(18)螺纹连接导向杆(2),所述导向杆(2)顶部贯穿上模具(3)。
技术总结
本技术公开了一种高效率铁齿锻件锻造模,涉及锻造模技术领域,包括下模具和上模具,所述上模具一侧开设有管槽,所述上模具底部开设有安装槽,所述安装槽内部嵌合安装有中空管,所述中空管外壁安装有连接管,所述连接管底部伸入中空管内部,所述连接管共设有三个,所述连接管另一端均安装有喷头,所述管槽内部安装有输送管,所述中空管一侧开设有连接孔,所述管槽一端与安装槽联通,所述输送管一端嵌合安装在连接孔内部,该铁齿锻件锻造模,通过中空管、连接管和喷头的设置可以对下模具的表面进行喷洒脱模剂,这样方便后续锻造的工件进行脱模,极大地提升了脱模的效率,同时还不需要人工手动喷洒,极大地提升了工作效率。
技术研发人员:姜超,段方友
受保护的技术使用者:浙江信立达机械科技有限公司
技术研发日:20221230
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!