一种成型模具辅助结构的制作方法
本技术涉及模具的,具体为一种成型模具辅助结构。
背景技术:
1、模具是指工业生产上用以注塑、吹塑、挤出、压铸或锻压成型、冶炼、冲压等方法得到所需产品的各种模子和工具。它主要通过所成型材料物理状态的改变来实现物品外形的加工。
2、根据已授权专利,其专利号为cn 112658148 b3中所述,在冲压时或冲压后极易发生轻微移位,不利于保持冲压的精确性,并且待冲压金属片均为快速输送至冲压位置的,一旦位置上存在细小误差,严重影响整体的冲压模具精度。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种成型模具辅助结构,以解决上述背景技术中提出的问题。
3、(二)技术方案
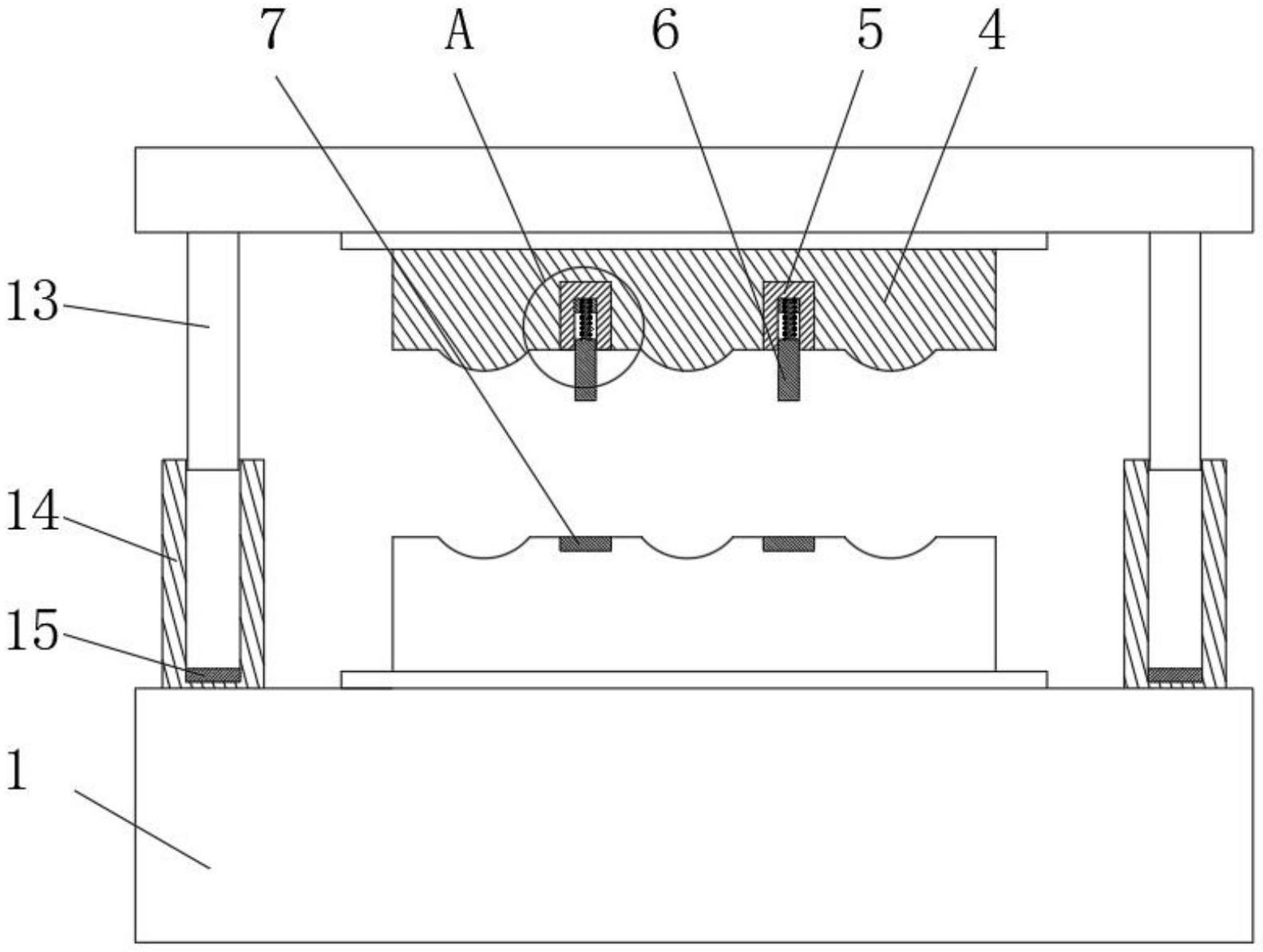
4、为实现上述目的,本实用新型提供如下技术方案:一种成型模具辅助结构,包括基座,所述基座的顶端固定安装有下凹模,所述基座的顶端设置有上底座,所述上底座的底端固定安装有上凸模,所述上凸模的底端设置有辅助固定机构,所述辅助固定机构包括u形杆、压块和防滑垫,所述上凸模的底端开设有安装槽,所述u形杆固定安装于安装槽的内部,所述压块活动安装于u形杆的底端,所述防滑垫嵌设于下凹模的顶端且与压块竖直方向位置对应。
5、优选的,所述u形杆的底端固定连接有减震弹簧,所述减震弹簧的一端与压块的顶端固定连接。
6、优选的,所述减震弹簧的外侧套接有限位块,所述限位块的顶端与u形杆的底端固定连接。
7、优选的,所述u形杆的底端等距固定连接有多个导杆,所述压块的顶端与多个导杆对应的位置开设有多个导槽,所述导杆的底端与导槽的内部插接。
8、优选的,所述导杆的底端固定连接有防坠绳,所述防坠绳的底端与导槽的内壁固定连接。
9、优选的,所述上底座的底端固定连接有多个定位柱,所述基座的顶端固定连接有多个与定位柱位置对应的套筒,所述定位柱的底端与套筒的内部插接,所述套筒内壁的底端设置有橡胶垫。
10、(三)有益效果
11、与现有技术相比,本实用新型提供了一种成型模具辅助结构,具备以下
12、有益效果:
13、该一种成型模具辅助结构,通过辅助固定机构的设计,当上凸模向下凹模的方向移动时,压块能够先将金属材料压住,并随上凸模的移动而使减震弹簧蓄能,进而增大压块对金属材料的压力至一定值,当金属材料被上凸模与下凹模挤压时,金属材料受力被分割为多个部分,该过程中被冲压材料位置因辅助固定机构固定,不产生偏斜,从而使得冲压过程具有较高的精确。
技术特征:
1.一种成型模具辅助结构,包括基座(1),其特征在于:所述基座(1)的顶端固定安装有下凹模(2),所述基座(1)的顶端设置有上底座(3),所述上底座(3)的底端固定安装有上凸模(4),所述上凸模(4)的底端设置有辅助固定机构,所述辅助固定机构包括u形杆(5)、压块(6)和防滑垫(7),所述上凸模(4)的底端开设有安装槽,所述u形杆(5)固定安装于安装槽的内部,所述压块(6)活动安装于u形杆(5)的底端,所述防滑垫(7)嵌设于下凹模(2)的顶端且与压块(6)竖直方向位置对应。
2.根据权利要求1所述的一种成型模具辅助结构,其特征在于:所述u形杆(5)的底端固定连接有减震弹簧(8),所述减震弹簧(8)的一端与压块(6)的顶端固定连接。
3.根据权利要求2所述的一种成型模具辅助结构,其特征在于:所述减震弹簧(8)的外侧套接有限位块(9),所述限位块(9)的顶端与u形杆(5)的底端固定连接。
4.根据权利要求1所述的一种成型模具辅助结构,其特征在于:所述u形杆(5)的底端等距固定连接有多个导杆(10),所述压块(6)的顶端与多个导杆(10)对应的位置开设有多个导槽(12),所述导杆(10)的底端与导槽(12)的内部插接。
5.根据权利要求4所述的一种成型模具辅助结构,其特征在于:所述导杆(10)的底端固定连接有防坠绳(11),所述防坠绳(11)的底端与导槽(12)的内壁固定连接。
6.根据权利要求1所述的一种成型模具辅助结构,其特征在于:所述上底座(3)的底端固定连接有多个定位柱(13),所述基座(1)的顶端固定连接有多个与定位柱(13)位置对应的套筒(14),所述定位柱(13)的底端与套筒(14)的内部插接,所述套筒(14)内壁的底端设置有橡胶垫(15)。
技术总结
本技术涉及模具的技术领域,且公开了一种成型模具辅助结构,包括基座,所述基座的顶端固定安装有下凹模,所述基座的顶端设置有上底座,所述上底座的底端固定安装有上凸模,所述上凸模的底端设置有辅助固定机构,所述辅助固定机构包括U形杆、压块和防滑垫,所述上凸模的底端开设有安装槽,所述U形杆固定安装于安装槽的内部,所述压块活动安装于U形杆的底端,通过辅助固定机构的设计,当上凸模向下凹模的方向移动时,压块能够先将金属材料压住,并随上凸模的移动而使减震弹簧蓄能,进而增大压块对金属材料的压力至一定值,该过程中被冲压材料位置因辅助固定机构固定,不产生偏斜,从而使得冲压过程具有较高的精确。
技术研发人员:沈健
受保护的技术使用者:无锡佳科科技有限公司
技术研发日:20221231
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!