一种焊带的无形变搬运工装及焊带搬运机构的制作方法
本技术属于电池生产,具体涉及一种焊带的无形变搬运工装及焊带搬运机构。
背景技术:
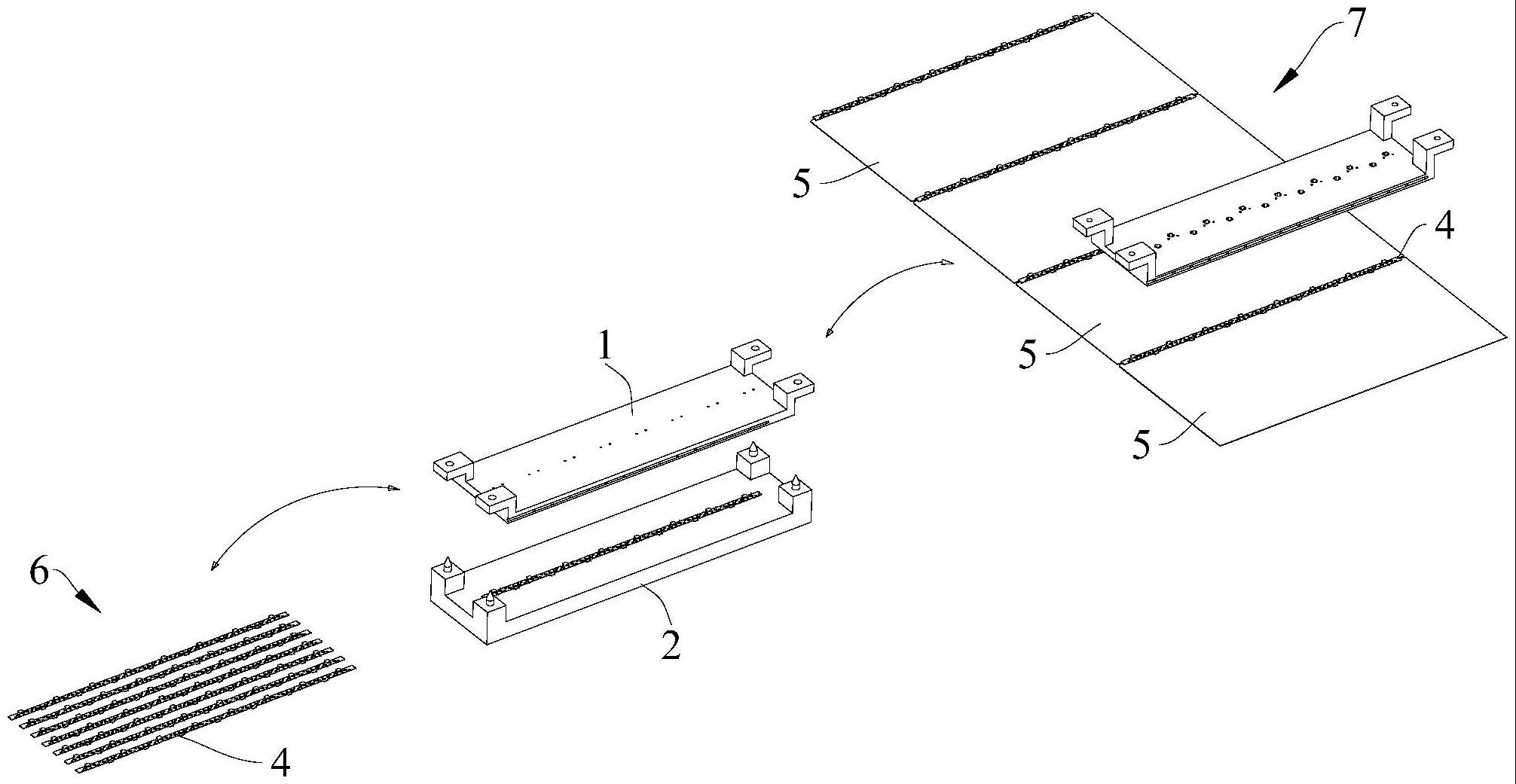
1、bc类电池在生产时,可采用边焊接方案来对电池片5进行串焊。在焊接时,如图1所示,两个相邻首尾并排,用一焊带4跨过两个电池片5之间的间距并与两个电池片5上的正极、负极连接,实现串焊。而由于焊带4和电池片5的材料差异很大,为了避免焊带4与电池片5焊接后的应力集中,造成电池损伤,焊带4上会设置得很薄,且设置变形孔,使得焊带4的柔韧性得到加强。因此,焊带4的长度为电池片5的长度,焊带4的宽度需跨越两个电池片5之间的间距,且厚度较薄,从而使得焊带4的整体形状为细长且扁平。
2、焊带4在上料时,由多个焊带4连接成卷,然后被裁切成单个焊带4,有吸盘机构吸附焊带4,搬运至电池片5上,进行对位并焊接。但是由于焊带4细长且扁平,并设置有变形孔,而在吸盘机构使用的定位吸盘8由于空间有限无法做到足够密集。因此,无法保证焊带4在吸附搬运过程中的平直度,焊带4在这几个吸盘所处的平面外容易发生变形,如图2所示(箭头表示焊带4可能形变的方向),焊带4会向上、向下发生弯曲,从而导致焊带4放到电池片5上时容易发生位置偏移,导致漏焊或虚焊,影响焊接的效果。
3、因此,需要一种新的技术以解决现有技术中焊带吸附搬运时容易变形而影响焊接效果的问题。
技术实现思路
1、本实用新型实施例提供一种焊带的无形变搬运工装及焊带搬运机构,旨在避免焊带搬运时形变,保证焊接效果。
2、本实用新型实施例是这样实现的:
3、一种焊带的无形变搬运工装,包括:
4、上料吸附板,所述上料吸附板与上料移动机构固定连接,所述上料吸附板的底面设有可完全覆盖所述焊带的平整的第一平面区,所述第一平面区上设有若干第一吸附孔和与所述焊带两端的定位孔匹配定位的凸起结构;
5、中转座,所述中转座的顶面与所述上料吸附板的底面的形状适配以与所述上料吸附板上下合拢,所述中转座设有与所述第一平面区相对的中转平面,所述中转平面上还设有供所述凸起结构嵌入的嵌槽;以及
6、落料吸附板,所述落料吸附板的底面与所述中转座的顶面的形状适配以与所述中转座上下合拢,所述落料吸附板与落料移动机构固定连接,所述落料吸附板的底面设有可完全覆盖所述焊带的平整的第二平面区,所述第二平面区上设有若干第二吸附孔。
7、更进一步地,所述中转平面上设有若干向上凸起的引导结构,所述引导结构与展平的所述焊带的变形孔的位置对应且可插入所述变形孔,所述引导结构的外围形成向上倾斜的导向面。
8、更进一步地,所述导向面为曲面。
9、更进一步地,所述导向面绕一竖向轴线呈周向布置。
10、更进一步地,所述第一平面区设有供所述引导结构插入的第一避让槽,所述第二平面区设有供所述引导结构插入的第二避让槽。
11、更进一步地,所述上料吸附板设有与所述第一吸附孔连通的第一负压气道,所述上料吸附板的一侧面上设有供第一负压管路嵌入的第一管槽,所述第一负压气道远离所述第一吸附孔的一端位于所述第一管槽的侧壁上并与所述第一负压管路连通。
12、更进一步地,所述落料吸附板设有与所述第二吸附孔连通的第二负压气道,所述落料吸附板的一侧面上设有供第二负压管路嵌入的第二管槽,所述第二负压气道远离所述第二吸附孔的一端位于所述第二管槽的侧壁上并与所述第二负压管路连通。
13、更进一步地,所述落料吸附板上对应所述焊带的焊点位置设有贯通的供焊接激光穿过透光孔。
14、更进一步地,所述中转座设有向上凸起的导向销,所述上料吸附板设有与所述导向销匹配定位的第一导向孔,所述落料吸附板设有与所述导向销匹配定位的第二导向孔。
15、本实用新型还提供一种焊带搬运机构,包括如上任一项所述的焊带的无形变搬运工装,还包括所述上料移动机构和所述落料移动机构;
16、所述上料移动机构带动所述上料吸附板在焊带供料工位和所述中转座之间转移;
17、所述落料移动机构带动所述落料吸附板在所述中转座和焊接工位之间转移。
18、本实用新型所达到的有益效果是:
19、本实用新型中的焊带的无形变搬运工装,可采用上料吸附板先吸附焊带,并可通过定位孔和凸起结构配合对焊带的位置进行定位,由于焊带的第一吸附孔是设置在上料吸附板的底面的第一平面区上,第一平面区是平整的且大小能够覆盖整个焊带,因此吸附焊带时该第一平面区能够对焊带在平面上进行一定的限制,避免焊带向上弯曲变形,在该限制下,焊带能够吸附贴靠在第一平面区底部并展平,做到第一次形变整理。上料吸附板在上料移动机构的带动下将整理后的焊带放到中转座上并合拢,第一平面区与中转平面上下夹压焊带,进行第二次形变整理,使得焊带上下方向对焊带的形变同时限制并使得焊带完全展平,形变得以恢复。上料吸附板可释放焊带并从中转座移开,继续回去吸附另一焊带。而落料吸附板则可在落料移动机构的带动下与中转座合拢,第二平面区与中转平面上下夹压焊带并通过第二吸附孔进行吸附,由于吸附时焊带完全展平并且与第二平面区完全贴合,当落料吸附板吸附焊带从中转座上移开时,吸附能够完全平整地吸附在第二平面区,无形变,在这一状态下由落料移动机构带动下移动到电池片上,将焊带放下,完全落料。即通过本实用新型的焊带的无形变搬运工装,能够通过对焊带进行两次形变整理,使焊带的形变完全恢复,并保持该状态再搬运至电池片上,实现焊带的无形变搬运,从而确保焊带的焊接效果。
技术特征:
1.一种焊带的无形变搬运工装,其特征在于,包括:
2.根据权利要求1所述的焊带的无形变搬运工装,其特征在于,所述中转平面上设有若干向上凸起的引导结构,所述引导结构与展平的所述焊带的变形孔的位置对应且可插入所述变形孔,所述引导结构的外围形成向上倾斜的导向面。
3.根据权利要求2所述的焊带的无形变搬运工装,其特征在于,所述导向面为曲面。
4.根据权利要求3所述的焊带的无形变搬运工装,其特征在于,所述导向面绕一竖向轴线呈周向布置。
5.根据权利要求2所述的焊带的无形变搬运工装,其特征在于,所述第一平面区设有供所述引导结构插入的第一避让槽,所述第二平面区设有供所述引导结构插入的第二避让槽。
6.根据权利要求1所述的焊带的无形变搬运工装,其特征在于,所述上料吸附板设有与所述第一吸附孔连通的第一负压气道,所述上料吸附板的一侧面上设有供第一负压管路嵌入的第一管槽,所述第一负压气道远离所述第一吸附孔的一端位于所述第一管槽的侧壁上并与所述第一负压管路连通。
7.根据权利要求1所述的焊带的无形变搬运工装,其特征在于,所述落料吸附板设有与所述第二吸附孔连通的第二负压气道,所述落料吸附板的一侧面上设有供第二负压管路嵌入的第二管槽,所述第二负压气道远离所述第二吸附孔的一端位于所述第二管槽的侧壁上并与所述第二负压管路连通。
8.根据权利要求1所述的焊带的无形变搬运工装,其特征在于,所述落料吸附板上对应所述焊带的焊点位置设有贯通的供焊接激光穿过透光孔。
9.根据权利要求1所述的焊带的无形变搬运工装,其特征在于,所述中转座设有向上凸起的导向销,所述上料吸附板设有与所述导向销匹配定位的第一导向孔,所述落料吸附板设有与所述导向销匹配定位的第二导向孔。
10.一种焊带搬运机构,其特征在于,包括如权利要求1至9中任一项所述的焊带的无形变搬运工装,还包括所述上料移动机构和所述落料移动机构;
技术总结
本技术涉及电池生产技术领域,具体涉及一种焊带的无形变搬运工装及焊带搬运机构,包括:上料吸附板,上料吸附板的底面设有平整的第一平面区,第一平面区上设有若干第一吸附孔和与焊带两端的定位孔匹配定位的凸起结构;中转座,中转座可与上料吸附板上下合拢,中转座设有与第一平面区相对的中转平面,中转平面上还设有供凸起结构嵌入的嵌槽;以及落料吸附板,落料吸附板可与中转座上下合拢,落料吸附板的底面设有平整的第二平面区,第二平面区上设有若干第二吸附孔。通过本技术,能够通过对焊带进行两次形变整理,使焊带的形变完全恢复,并保持该状态再搬运至电池片上,实现焊带的无形变搬运,从而确保焊带的焊接效果。
技术研发人员:谢禹,陈文华,卢浩杰,陈刚
受保护的技术使用者:深圳赛能数字能源技术有限公司
技术研发日:20221228
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!