热压自动化上下料夹爪系统的制作方法
本技术涉及热压设备,尤其是一种热压自动化上下料夹爪系统。
背景技术:
1、热压工艺是在高温条件下,对产品施加压力,从而使产品成型得到预期形状的操作方式。
2、由于零件产品的多样化,行业中仍有大部分采用人工操作,将零件人工放置到热压机中的方式。热压加工温度高达几百度,存在灼伤工人的风险,外围环境温度受热压机影响也很高,因此造成工人劳动强度大、难以保障零件安放是否到位的技术缺陷。
技术实现思路
1、本申请人针对上述现有生产技术中的缺点,提供一种结构合理的热压自动化上下料夹爪系统,同一机械臂上带有上料组件和下料组件,能够由同一台设备完成上料和下料动作,从而提高生产效率,降低工人的劳动强度。
2、本实用新型所采用的技术方案如下:
3、一种热压自动化上下料夹爪系统,包括机械臂,所述机械臂的运动端连接有基准板,所述基准板的两端分别安装有上料组件、下料组件,
4、所述上料组件包括:
5、基准架,固定安装在基准板上,
6、压料气缸,安装在基准架上,
7、压料盘,被压料气缸带动,
8、所述下料组件包括:
9、气爪气缸,安装在基准板上,
10、下料夹块,安装在气爪气缸的活动端上,用于夹持热压完成的零件,
11、所述压料盘、气爪气缸位于基准板的同一侧。
12、作为上述技术方案的进一步改进:
13、所述基准板上设置上料组件处镂空设置,压料气缸贯穿镂空位置。
14、所述基准架、压料盘分别位于基准板的两侧。
15、所述压料盘面向零件一侧设有卡扣,卡扣环形阵列在压料盘上。
16、所述压料盘为双层结构,每一层对应设置一个调整块。
17、所述基准架包括垂直于基准板引出的支撑杆、位于支撑杆顶端的叉形连接片;所述支撑杆设置三个,环形阵列在压料气缸周围。
18、所述下料夹块对称安装在气爪气缸的活动端上,所述夹块相对的面内凹设置。
19、所述下料夹块的内凹面为阶梯面。
20、所述机械臂的运动端活动连接于基准板的中点位置。
21、基准板两端的上料组件、下料组件均矩阵式排布。
22、本实用新型的有益效果如下:
23、本实用新型结构紧凑、合理,操作方便,通过采用六轴机械臂及上料组件、下料组件代替人工上下料,能够有效降低工人的劳动强度;并且由于基准板两端分别为多个上料组件、下料组件,因此操作效率明显提高,实操证明可将产品生产效率提高45%以上,一人能够操作多台设备。
24、本实用新型中的上料组件采用压料气缸将零件压入热压机,下料组件采用气爪气缸将热压后的零件抓出。带有卡扣的压料盘和带有阶梯面的下料夹块专用于带有锯齿的环形零件,提高了抓取效率,减少抓空情况。
技术特征:
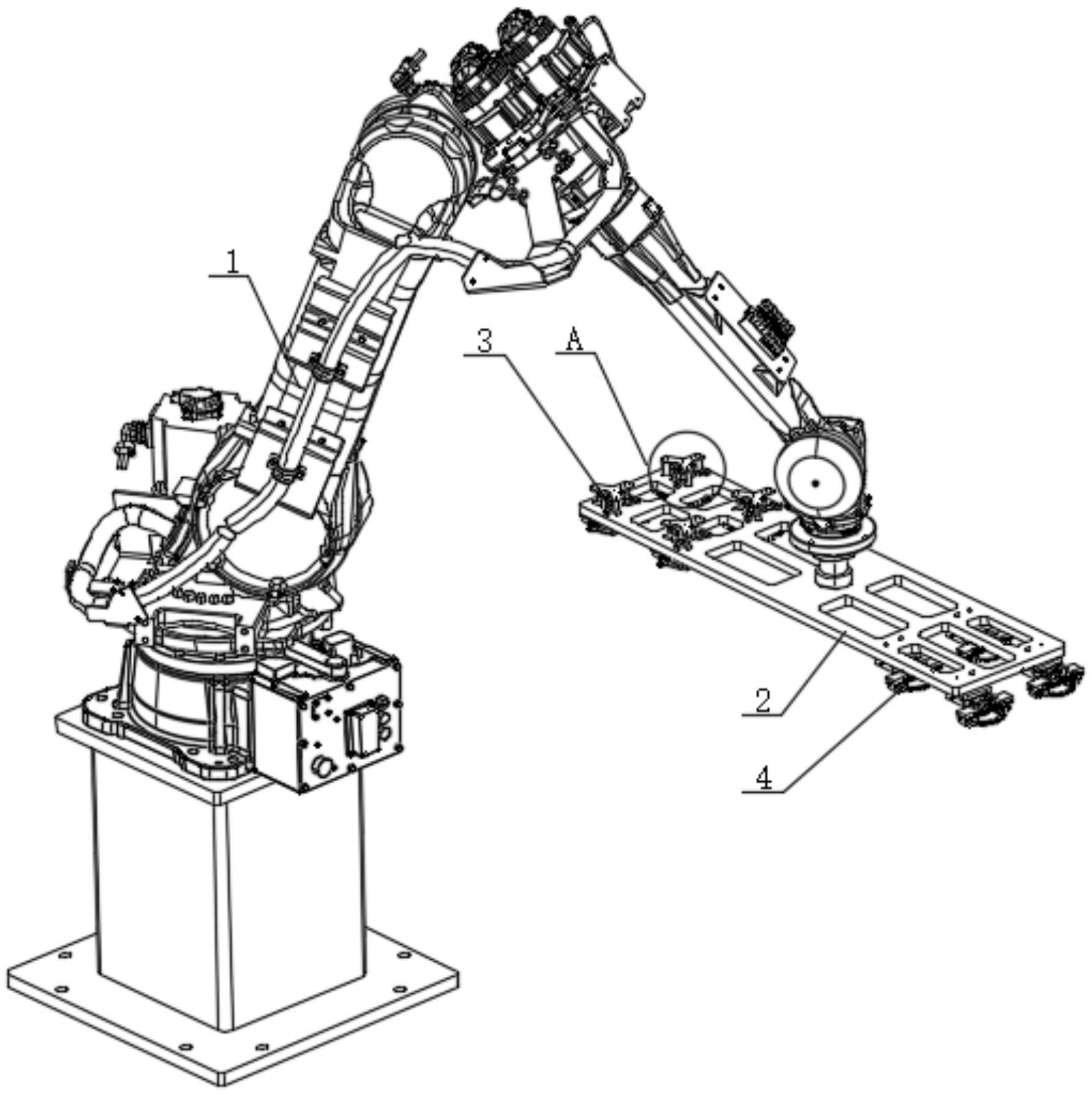
1.一种热压自动化上下料夹爪系统,包括机械臂(1),其特征在于:所述机械臂(1)的运动端连接有基准板(2),所述基准板(2)的两端分别安装有上料组件(3)、下料组件(4),
2.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述基准板(2)上设置上料组件(3)处镂空设置,压料气缸(302)贯穿镂空位置。
3.如权利要求2所述的热压自动化上下料夹爪系统,其特征在于:所述基准架(301)、压料盘(303)分别位于基准板(2)的两侧。
4.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述压料盘(303)面向零件一侧设有卡扣(304),卡扣(304)环形阵列在压料盘(303)上。
5.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述压料盘(303)为双层结构,每一层对应设置一个调整块(305)。
6.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述基准架(301)包括垂直于基准板(2)引出的支撑杆(306)、位于支撑杆(306)顶端的叉形连接片(307);所述支撑杆(306)设置三个,环形阵列在压料气缸(302)周围。
7.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述下料夹块(402)对称安装在气爪气缸(401)的活动端上,所述夹块相对的面内凹设置。
8.如权利要求7所述的热压自动化上下料夹爪系统,其特征在于:所述下料夹块(402)的内凹面为阶梯面。
9.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:所述机械臂(1)的运动端活动连接于基准板(2)的中点位置。
10.如权利要求1所述的热压自动化上下料夹爪系统,其特征在于:基准板(2)两端的上料组件(3)、下料组件(4)均矩阵式排布。
技术总结
本技术涉及一种热压自动化上下料夹爪系统,包括机械臂,所述机械臂的运动端连接有基准板,所述基准板的两端分别安装有上料组件、下料组件,所述上料组件包括:基准架,固定安装在基准板上,压料气缸,安装在基准架上,压料盘,被压料气缸带动,所述下料组件包括:气爪气缸,安装在基准板上,下料夹块,安装在气爪气缸的活动端上,用于夹持热压完成的零件,所述压料盘、气爪气缸位于基准板的同一侧。本技术通过采用六轴机械臂及上料组件、下料组件代替人工上下料,能够有效降低工人的劳动强度;操作效率明显提高。
技术研发人员:葛苏杭,涂祖杨,张旺
受保护的技术使用者:无锡铭方科技有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!