一种嵌入式钢丝螺套的成型芯轴的制作方法
本技术属于钢丝螺套加工技术,尤其是涉及一种嵌入式钢丝螺套的成型芯轴。
背景技术:
1、钢丝螺套是一种新型的内螺纹紧固件,适用于螺纹连接,又名螺纹丝套,简称丝套。它是用高强度、高精度、表面光洁的冷轧菱形不锈钢丝精确加工而成的一种弹簧状内外螺纹同心体,主要用于增强和保护低强度材质的内螺纹。钢丝螺套嵌入铝、镁合金、铸铁、玻璃钢、塑料等低强度的工程材料的螺纹孔中,能形成符合国际标准的高精度内螺纹,具有连接强度高,抗震、抗冲击和耐磨损的功能,并能分散应力保护基体螺纹,大大延长基体的使用寿命。
2、众所周知,钢丝螺套生产过程为:先将钢丝通过轧辊成型出菱形结构的钢线,再通过聚晶模对菱形的钢线进行精加工,最后通过成型芯轴绕制成钢丝螺套。目前,现有的用于钢丝螺套成型的芯轴仅能成型出整体为圆柱形的钢丝螺套,无法成型出具有法兰的钢丝螺套。
技术实现思路
1、本实用新型的目的在于提供一种嵌入式钢丝螺套的成型芯轴,以解决现有技术中用于绕制钢丝螺套的成型芯轴无法成型出具有法兰的钢丝螺套的问题。
2、为达此目的,本实用新型采用以下技术方案:
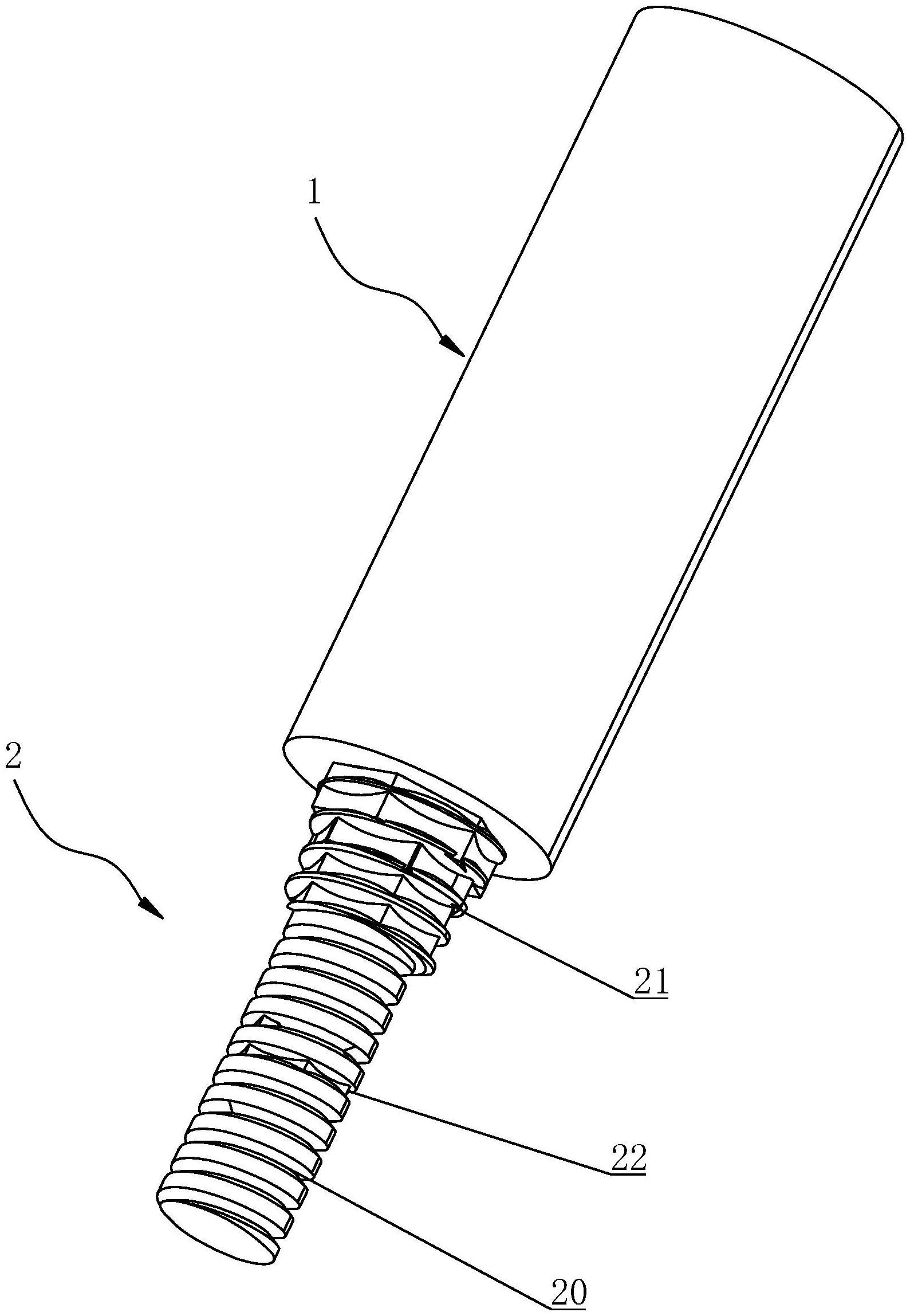
3、一种嵌入式钢丝螺套的成型芯轴,其包括连接部和成型部,所述连接部连接绕制驱动装置的驱动端,其中,所述成型部包括第一成型部,所述第一成型部的至少一端设置有第二成型部,所述第一成型部被配置为成型钢丝螺套的圆柱螺旋段,所述第一成型部包括多个连续的螺旋线成型槽,所述第二成型部被配置为成型钢丝螺套的多边形法兰,所述第二成型部包括至少一个第一多边形成型槽,所述第一多边形成型槽的径向长度大于所述螺旋线成型槽的径向长度。
4、进一步的说,所述第一成型部上还设置有第三成型部,所述第三成型部被配置为成型钢丝螺套的锁紧绕圈。
5、进一步的说,所述第三成型部包括至少一个第二多边形成型槽,所述第二多边形成型槽的径向长度小于所述螺旋线成型槽的径向长度。
6、进一步的说,所述第二成型部包括至少两个第一多边形成型槽,至少两个所述第一多边形成型槽的径向长度由内到外依次变大。
7、进一步的说,所述第一多边形成型槽和第二多边形成型槽均为正六边形。
8、本实用新型的有益效果为,与现有技术相比所述嵌入式钢丝螺套的成型芯轴不仅结构简单,易于实现;而且成型精度高,能满足特殊应用场景下的钢丝螺套的加工要求,有利于嵌入式螺纹紧固件的推广和应用。
技术特征:
1.一种嵌入式钢丝螺套的成型芯轴,其包括连接部和成型部,所述连接部连接绕制驱动装置的驱动端,其特征在于,所述成型部包括第一成型部,所述第一成型部的至少一端设置有第二成型部,所述第一成型部被配置为成型钢丝螺套的圆柱螺旋段,所述第一成型部包括多个连续的螺旋线成型槽,所述第二成型部被配置为成型钢丝螺套的多边形法兰,所述第二成型部包括至少一个第一多边形成型槽,所述第一多边形成型槽的径向长度大于所述螺旋线成型槽的径向长度。
2.根据权利要求1所述的嵌入式钢丝螺套的成型芯轴,其特征在于,所述第一成型部上还设置有第三成型部,所述第三成型部被配置为成型钢丝螺套的锁紧绕圈。
3.根据权利要求2所述的嵌入式钢丝螺套的成型芯轴,其特征在于,所述第三成型部包括至少一个第二多边形成型槽,所述第二多边形成型槽的径向长度小于所述螺旋线成型槽的径向长度。
4.根据权利要求1所述的嵌入式钢丝螺套的成型芯轴,其特征在于,所述第二成型部包括至少两个第一多边形成型槽,至少两个所述第一多边形成型槽的径向长度由内到外依次变大。
5.根据权利要求3所述的嵌入式钢丝螺套的成型芯轴,其特征在于,所述第一多边形成型槽和第二多边形成型槽均为正六边形。
技术总结
本技术公开了一种嵌入式钢丝螺套的成型芯轴,其包括连接部和成型部,连接部连接绕制驱动装置的驱动端,成型部包括第一成型部,第一成型部的至少一端设置有第二成型部,第一成型部被配置为成型钢丝螺套的圆柱螺旋段,第一成型部包括多个连续的螺旋线成型槽,第二成型部被配置为成型钢丝螺套的多边形法兰,第二成型部包括至少一个第一多边形成型槽,第一多边形成型槽的径向长度大于螺旋线成型槽的径向长度。上述嵌入式钢丝螺套的成型芯轴不仅结构简单,设计巧妙;而且成型精度高,能满足特殊应用场景下的钢丝螺套的加工要求,有利于嵌入式螺纹紧固件的推广和应用。
技术研发人员:崔万新
受保护的技术使用者:无锡务达机械科技股份有限公司
技术研发日:20221231
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!