一种铝合金筒体整体无损塑性校形装置的制作方法
本技术涉及液体火箭推进剂贮箱制造,具体涉及一种铝合金筒体整体无损塑性校形装置。
背景技术:
1、液体火箭低温推进剂铝合金贮箱是液体火箭的“油箱”,也是液体火箭结构系统最大的部件,大约占液体火箭体积的80%、重量的70%。
2、现阶段国内外典型型号液体火箭推进剂贮箱的直径普遍在3m以上,长度最长可达28m,而壁厚却仅有10mm,这就导致铝合金筒体在生产制造中,由于铝合金筒体刚度低,在受到外力或焊接应力的影响下,通常会产生一定程度的变形;另外也会因自重等原因,在存放、转运过程中也会对产品造成损伤变形,会使筒体的形状发生改变。而火箭推进剂贮箱要求高精度,精度又是影响火箭的性能与质量的关键因素,所以在生产过程中必须通过校形来抵消已经发生的变形。
3、现有技术中,在铝合金筒体整体校形矫正方面结合实际生产过程多采用机械校形、手工校形、火焰校形等方法。机械校形如工人进入筒体内腔使用千斤顶进行圆度校正,筒体在校正时多采用液压顶加支撑杆,其存在校正方向单一、支撑杆无法多次使用的缺陷;对于变形量较小的局部变形通常采用纯手工矫正,而手工矫正取决于对锤击部位、击打工具及击打方式的正确选择。因此,上述校形矫正方法效率低、质量不可控,且无法对筒体尺寸整体控制,甚至会对火箭的飞行安全造成一定的危害。
技术实现思路
1、本实用新型针对目前铝合金筒体整体校形矫正存在效率低、质量不可控、无法对筒体尺寸整体控制等问题,提出了一种铝合金筒体整体无损塑性校形装置。
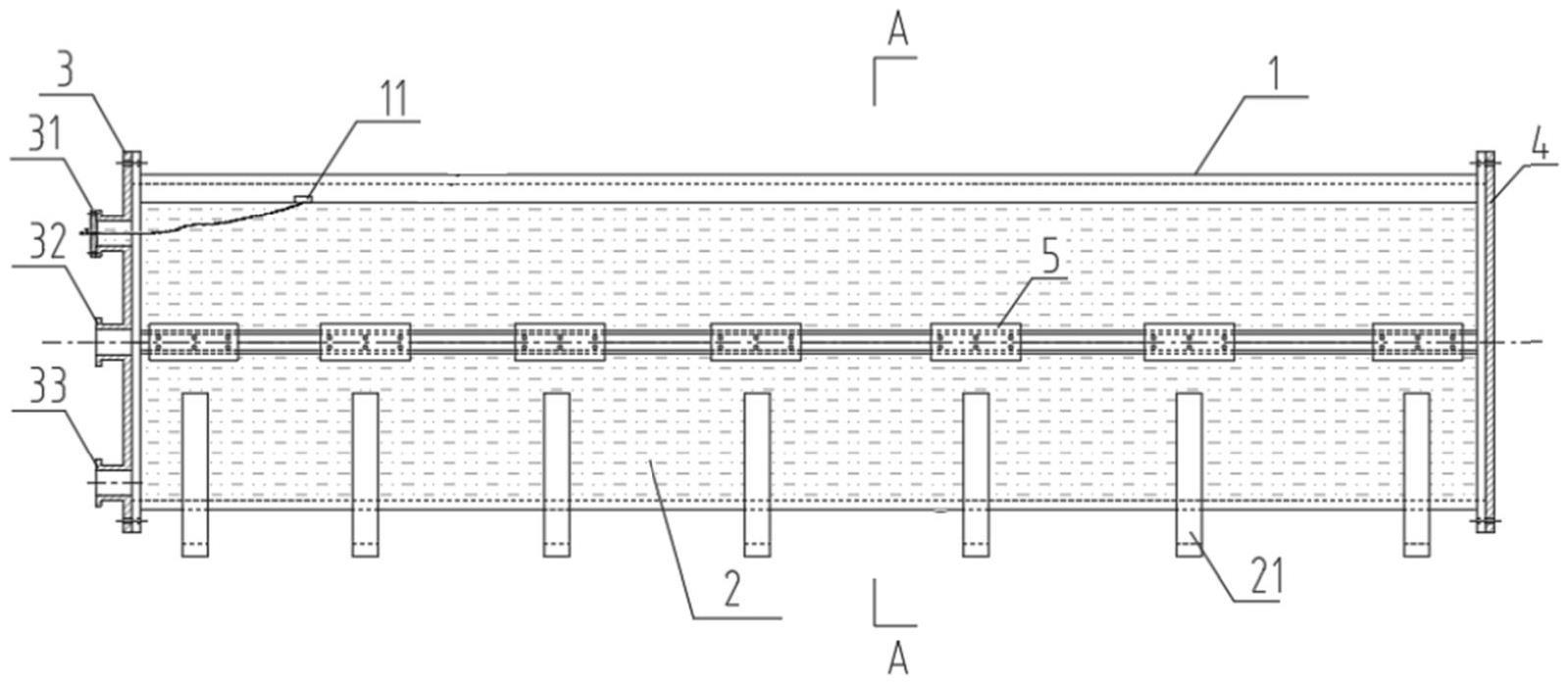
2、本实用新型提出了一种铝合金筒体整体无损塑性校形装置,包括校形模具、加压系统、排气系统以及端面密封头,端面密封头能够密封校形模具的两端,校形模具的内侧形成有校形腔,铝合金筒体能够置于校形腔内,加压系统与排气系统均通过端面密封头与校形腔连通;加压系统内的水能够进入校形腔内,校形腔内的气体能够通过排气系统排出校形腔。
3、优选的,校形模具包括上模和下模,上模和下模可拆卸连接。
4、优选的,上模与下模通过连接件楔形配合并通过六角螺栓固定连接。
5、优选的,端面密封头包括第一密封头和第二密封头,第一密封头和第二密封头分别密封校形模具的两端。
6、优选的,第一密封头由上至下依次开设有排气接孔、进水接孔以及排水接孔,排气接孔连接有排气系统,进水接孔连接有加压系统。
7、优选的,排气系统包括压力检测装置以及排气装置,排气接孔处设置有法兰盖,压力检测装置与排气装置固定于法兰盖,校形腔内的气体能够通过排气装置排出。
8、优选的,排气装置包括排气管、软管以及浮子,排气管固定于法兰盖且排气管的一端位于校形腔内,排气管的另一端位于校形腔外;软管以及浮子位于校形腔内,且软管的一端与排气管相连,软管的另一端固定于浮子。
9、优选的,软管的端部向上穿过浮子并固定于浮子,浮子能够随着校形腔内液位的上升而上升,且软管的端口位置能够始终处于液位的上方。
10、优选的,排气管包括弯管以及管箍,弯管通过管箍固定于法兰盖,且弯管的一端位于校形腔内并与软管连通,弯管的另一端伸出校形腔外。
11、优选的,下模的下端固定有支撑架,且支撑架沿下模的轴线方向均匀间隔设置有多个。
12、本实用新型的有益效果是:
13、1、本实用新型为贮箱筒体的整体校形工艺,可使筒体总校形时长缩短70%。
14、2、本实用新型为柔性校形,相比机械或手工校形产生的残余应力会降低60%,保证产品力学性能不降低。
15、3、本实用新型的校形精度高,校形过的贮箱筒体圆度可控制在0.3mm以内,母线直线度可控制在0.5mm以内。
16、4、本实用新型的整体结构简单,操作方便,可进行大面积推广。
技术特征:
1.一种铝合金筒体整体无损塑性校形装置,其特征在于,包括校形模具、加压系统、排气系统以及端面密封头,端面密封头能够密封校形模具的两端,校形模具的内侧形成有校形腔,铝合金筒体能够置于校形腔内,加压系统与排气系统均通过端面密封头与校形腔连通;加压系统内的水能够进入校形腔内,校形腔内的气体能够通过排气系统排出校形腔。
2.根据权利要求1所述的铝合金筒体整体无损塑性校形装置,其特征在于,校形模具包括上模和下模,上模和下模可拆卸连接。
3.根据权利要求2所述的铝合金筒体整体无损塑性校形装置,其特征在于,上模与下模通过连接件楔形配合并通过六角螺栓固定连接。
4.根据权利要求1所述的铝合金筒体整体无损塑性校形装置,其特征在于,端面密封头包括第一密封头和第二密封头,第一密封头和第二密封头分别密封校形模具的两端。
5.根据权利要求4所述的铝合金筒体整体无损塑性校形装置,其特征在于,第一密封头由上至下依次开设有排气接孔、进水接孔以及排水接孔,排气接孔连接有排气系统,进水接孔连接有加压系统。
6.根据权利要求5所述的铝合金筒体整体无损塑性校形装置,其特征在于,排气系统包括压力检测装置以及排气装置,排气接孔处设置有法兰盖,压力检测装置与排气装置固定于法兰盖,校形腔内的气体能够通过排气装置排出。
7.根据权利要求6所述的铝合金筒体整体无损塑性校形装置,其特征在于,排气装置包括排气管、软管以及浮子,排气管固定于法兰盖且排气管的一端位于校形腔内,排气管的另一端位于校形腔外;软管以及浮子位于校形腔内,且软管的一端与排气管相连,软管的另一端固定于浮子。
8.根据权利要求7所述的铝合金筒体整体无损塑性校形装置,其特征在于,软管的端部向上穿过浮子并固定于浮子,浮子能够随着校形腔内液位的上升而上升,且软管的端口位置能够始终处于液位的上方。
9.根据权利要求7所述的铝合金筒体整体无损塑性校形装置,其特征在于,排气管包括弯管以及管箍,弯管通过管箍固定于法兰盖,且弯管的一端位于校形腔内并与软管连通,弯管的另一端伸出校形腔外。
10.根据权利要求2所述的铝合金筒体整体无损塑性校形装置,其特征在于,下模的下端固定有支撑架,且支撑架沿下模的轴线方向均匀间隔设置有多个。
技术总结
本技术涉及液体火箭推进剂贮箱制造技术领域,具体涉及一种铝合金筒体整体无损塑性校形装置,包括校形模具、加压系统、排气系统以及端面密封头,端面密封头能够密封校形模具的两端,校形模具的内侧形成有校形腔,铝合金筒体能够置于校形腔内,加压系统与排气系统均通过端面密封头与校形腔连通;加压系统内的水能够进入校形腔内,校形腔内的气体能够通过排气系统排出校形腔。本技术为贮箱筒体整体校形工艺,可使筒体总校形时长缩短70%;柔性校形,比机械或手工校形产生的残余应力降低60%,保证产品力学性能不降低;校形精度高,校形过的贮箱筒体圆度可控制在0.3mm以内,母线直线度可控制在0.5mm以内;整体结构简单,操作方便,可进行大面积推广。
技术研发人员:姚君山,于航,原瑜,朱士忠
受保护的技术使用者:青岛寰宇乾堃航天特种设备有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!