电路板焊接装置的制作方法
本申请涉及焊接设备,具体地,涉及一种电路板焊接装置。
背景技术:
1、随着科技的日益发展,电子元器件在各领域的应用越来越广泛,电子元器件的生产制造通常会采用将电子元器件的引脚与电路板锡焊的形式固定于电路板上。通常情况电子元器件出厂后的引脚长度与装配锡焊时的实际要求尺寸不同,为满足电子元器件装配锡焊时的实际要求,根据不同产品的工况需将电子元器件的引脚长度修剪到最合适的长度。
2、现有的方式中根据产品的工况存在两种不同的方式:一种是先修剪引脚再锡焊,另一种是先锡焊再修剪引脚。然而上述两种方式中的修剪和焊接都是通过两个不同的工位(或工作站)分别进行,并且修剪和焊接多为人工操作,人工修剪和锡焊效率较低,且难以保证裁剪的长度一致及锡焊质量的稳定性,不同的工位(或工作站)修剪引脚和焊接占用生产场地空间大、经济成本高。
技术实现思路
1、本申请的目的在于提供一种电路板焊接装置,用以解决现有技术中存在的不足。
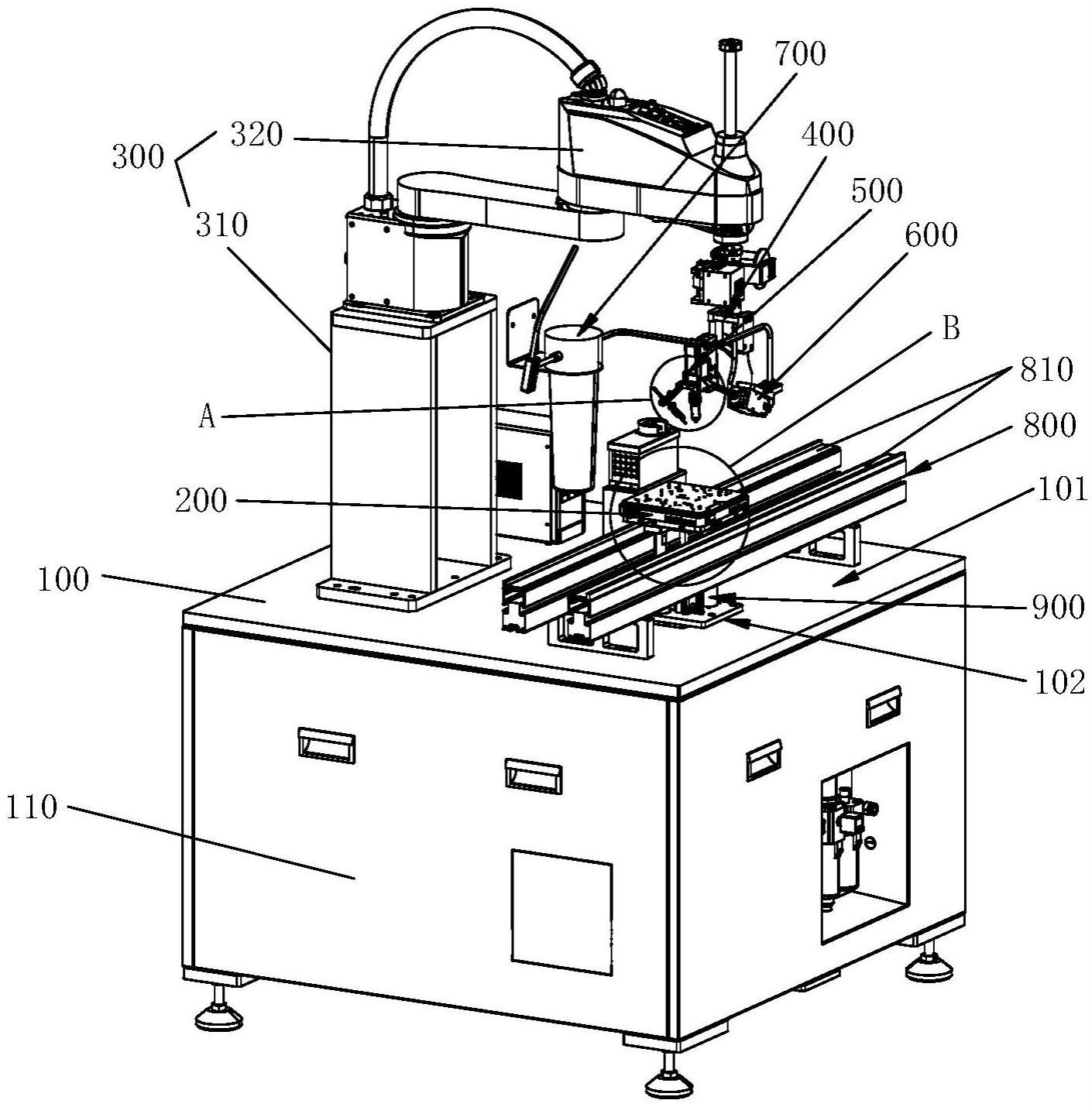
2、为达上述目的,本申请提供了一种电路板焊接装置,包括:
3、工作台;
4、定位模组,设置于所述工作台,用于定位待加工的电路板;
5、作业机器人,设置于所述工作台,并且所述作业机器人的操作端设有集成架;
6、锡焊模组,设置于所述集成架上,用于焊接所述电路板上的电子元器件;和
7、修剪模组,设置于所述集成架上,用于修剪所述电子元器件的引脚;
8、其中,所述作业机器人通过驱动所述集成架用以控制所述锡焊模组或所述修剪模组切换至工作位置。
9、作为上述技术方案的进一步改进:
10、在一种可能的实施方式中,所述集成架包括:
11、安装座,与所述操作端连接;
12、第一调节组件,设置于所述安装座,所述锡焊模组设置于所述第一调节组件,所述第一调节组件用于调节所述锡焊模组相对所述工作台的台面的倾斜角度;和
13、第二调节组件,设置于所述安装座并位于所述第一调节组件的一侧,所述修剪模组设置于所述第二调节组件,所述第二调节组件用于调节所述修剪模组相对所述台面的倾斜角度。
14、在一种可能的实施方式中,所述第一调节组件包括第一调节板和第一调节块;
15、所述锡焊模组安装在所述第一调节板上,所述第一调节板上设有第一弧形滑槽;
16、所述第一调节块上设有第一调节螺栓,所述第一调节螺栓穿过所述第一弧形滑槽与所述安装座螺纹连接。
17、在一种可能的实施方式中,所述第二调节组件包括第二调节板、固定座和第二调节块;
18、所述第二调节板设置于所述安装座,所述第二调节板上设有第二弧形滑槽;
19、所述固定座可活动地设置于第二调节板远离所述第一调节组件的一侧,所述修剪模组设置于所述固定座;
20、所述第二调节块位于所述第二调节板远离所述固定座的一侧,所述第二调节板上设有第二调节螺栓,所述第二调节螺栓穿过所述第二弧形滑槽与所述固定座螺纹连接。
21、在一种可能的实施方式中,所述电路板焊接装置还包括引脚收集模组,所述引脚收集模组包括:
22、废料收集瓶,设置于所述工作台,所述废料收集瓶上设有排气口和吸入口;
23、真空发生器,与所述排气口连接,用于使所述废料收集瓶内形成负压状态;和
24、收集气管,一端与所述吸入口连接,另一端设置于所述修剪模组并与所述修剪模组中的修剪端对应;
25、其中,所述修剪模组修剪所述引脚时,所述收集气管套设在所述引脚上。
26、在一种可能的实施方式中,所述收集气管包括依次连接的连接段、转角段和竖直段,所述连接段连接所述吸入口,所述竖直段设置于所述修剪模组,其中,所述竖直段的沿竖直方向布置,并且所述竖直段的长度大于所述引脚待修剪的长度。
27、在一种可能的实施方式中,所述修剪模组包括气动剪刀和供气管,所述气动剪刀设置于所述集成架,所述供气管一端连接所述气动剪刀,另一端外接供气装置。
28、在一种可能的实施方式中,所述定位模组包括物料托盘和物料定位板,所述物料托盘设置于所述工作台,所述物料定位板可拆卸地设置于所述物料托盘上,所述物料定位板上设有用于定位所述电子元器件的定位块。
29、在一种可能的实施方式中,所述电路板焊接装置还包括送料模组、挡停模组和举升模组;
30、所述送料模组设置于所述工作台,待加工的所述电路板安装在所述定位模组一并由所述送料模组进行输送;
31、所述工作台在所述送料模组的送料方向上设有工作位,所述举升模组和所述挡停模组均设置于所述工作台并位于所述工作位;
32、其中,当所述挡停模组阻挡输送来的所述定位模组时,所述举升模组举升被阻挡的所述定位模组。
33、在一种可能的实施方式中,所述送料模组包括两条相互平行布置的皮带输送机构,所述举升模组和所述挡停模组均介于两条所述皮带输送机构之间。
34、相比于现有技术,本申请的有益效果:
35、本申请提供的电路板焊接装置,通过集成架将锡焊模组和修剪模组集成在一起,并由作业机器人驱动控制锡焊模组或修剪模组切换至工作位置。待加工的电路板通过工作台上的定位模组进行定位,然后再通过作业机器人驱动锡焊模组进行自动焊接,修剪模组自动修剪电路板上的电子元器件的引脚。当然也可通过程序控制先修剪引脚再执行焊接,以避免焊接时锡焊模组与相近的引脚发生干涉。由此,本申请提供的电路板焊接装置集成了锡焊与修剪为一体,节省了一个工位的布置,节省场地空间,并且焊接和修剪都由作业机器人操作,实现自动化锡焊和修剪,质量有保证,同时提高生产效率,降低生产成本。
36、本申请的其它特征和优点将在随后的具体实施方式部分予以详细说明。
技术特征:
1.一种电路板焊接装置,其特征在于,包括:
2.根据权利要求1所述的电路板焊接装置,其特征在于,所述集成架(400)包括:
3.根据权利要求2所述的电路板焊接装置,其特征在于,所述第一调节组件(420)包括第一调节板(421)和第一调节块(422);
4.根据权利要求2所述的电路板焊接装置,其特征在于,所述第二调节组件(430)包括第二调节板(431)、固定座(432)和第二调节块(433);
5.根据权利要求1所述的电路板焊接装置,其特征在于,所述电路板焊接装置还包括引脚收集模组(700),所述引脚收集模组(700)包括:
6.根据权利要求5所述的电路板焊接装置,其特征在于,所述收集气管(730)包括依次连接的连接段(731)、转角段(732)和竖直段(733),所述连接段(731)连接所述吸入口,所述竖直段(733)设置于所述修剪模组(600),其中,所述竖直段(733)的沿竖直方向布置,并且所述竖直段(733)的长度大于所述引脚待修剪的长度。
7.根据权利要求1所述的电路板焊接装置,其特征在于,所述修剪模组(600)包括气动剪刀(610)和供气管(620),所述气动剪刀(610)设置于所述集成架(400),所述供气管(620)一端连接所述气动剪刀(610),另一端外接供气装置。
8.根据权利要求1-7中任一项所述的电路板焊接装置,其特征在于,所述定位模组(200)包括物料托盘(210)和物料定位板(220),所述物料托盘(210)设置于所述工作台(100),所述物料定位板(220)可拆卸地设置于所述物料托盘(210)上,所述物料定位板(220)上设有用于定位所述电子元器件的定位块。
9.根据权利要求1-7中任一项所述的电路板焊接装置,其特征在于,所述电路板焊接装置还包括送料模组(800)、挡停模组和举升模组(900);
10.根据权利要求9所述的电路板焊接装置,其特征在于,所述送料模组(800)包括两条相互平行布置的皮带输送机构(810),所述举升模组(900)和所述挡停模组均介于两条所述皮带输送机构(810)之间。
技术总结
本申请提供了一种电路板焊接装置,涉及焊接设备技术领域。电路板焊接装置包括工作台、定位模组、作业机器人、锡焊模组和修剪模组;定位模组设置于工作台,用于定位待加工的电路板;作业机器人设置于工作台,并且作业机器人的操作端设有集成架;锡焊模组设置于集成架上,用于焊接电路板上的电子元器件;修剪模组设置于集成架上,用于修剪电子元器件的引脚;作业机器人通过驱动集成架用以控制锡焊模组或修剪模组切换至工作位置。本申请提供的电路板焊接装置集成了锡焊与修剪为一体,节省了一个工位的布置,节省场地空间,并且焊接和修剪都由作业机器人操作,实现自动化锡焊和修剪,质量有保证,同时提高生产效率,降低生产成本。
技术研发人员:殷炽炜,苏继爱,杜武岗,刘亮,解亚平,戴立忠
受保护的技术使用者:湖南元景智造科技有限公司
技术研发日:20221227
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!