一种对中夹钳的夹紧松开控制装置的制作方法
本技术涉及对中夹钳控制,尤其涉及一种对中夹钳的夹紧松开控制装置。
背景技术:
1、自动焊机是建立在电动机控制技术、单片机控制技术、plc控制技术及数控制技术等基础上的一种自动焊接机器.自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。自动焊机主要由工件自动上料、下料机构,工件工位自动转换机构,工件自动装夹机构,以及工件焊接过程自动化系统,系统集成控制等组成。
2、而工件对中夹钳的夹紧松开控制在自动焊接工作站的变位机上正逐步应用。当工件放置于自动焊接工作站的变位机上时,需要对变位机上的工件进行对中夹紧定位后,变位机才能够正常翻转。对中夹紧定位采用夹钳机构,并用变频器控制电机带动滚珠丝杆进一步控制夹钳机构的运行。
3、虽然自动焊接工作站的变位机对中夹钳夹紧松开机构采用变频器控制电机传动,但是夹钳电机在夹紧时,不能实时判定夹钳电机的停止时机,导致对中夹钳电机已经夹紧工件后确仍然无法立即响应停止运行。而且在电机过载或过流时,对中夹钳无法正常松开的问题。
技术实现思路
1、本实用新型提供一种对中夹钳的夹紧松开控制装置,装置解决夹钳电机在夹紧时,不能实时判定夹钳电机的停止时机,导致对中夹钳电机已经夹紧工件后确仍然无法立即响应停止运行的问题。
2、包括:夹持机体和控制机构;
3、控制机构包括:plc模块、控制单元、变频器以及电机;
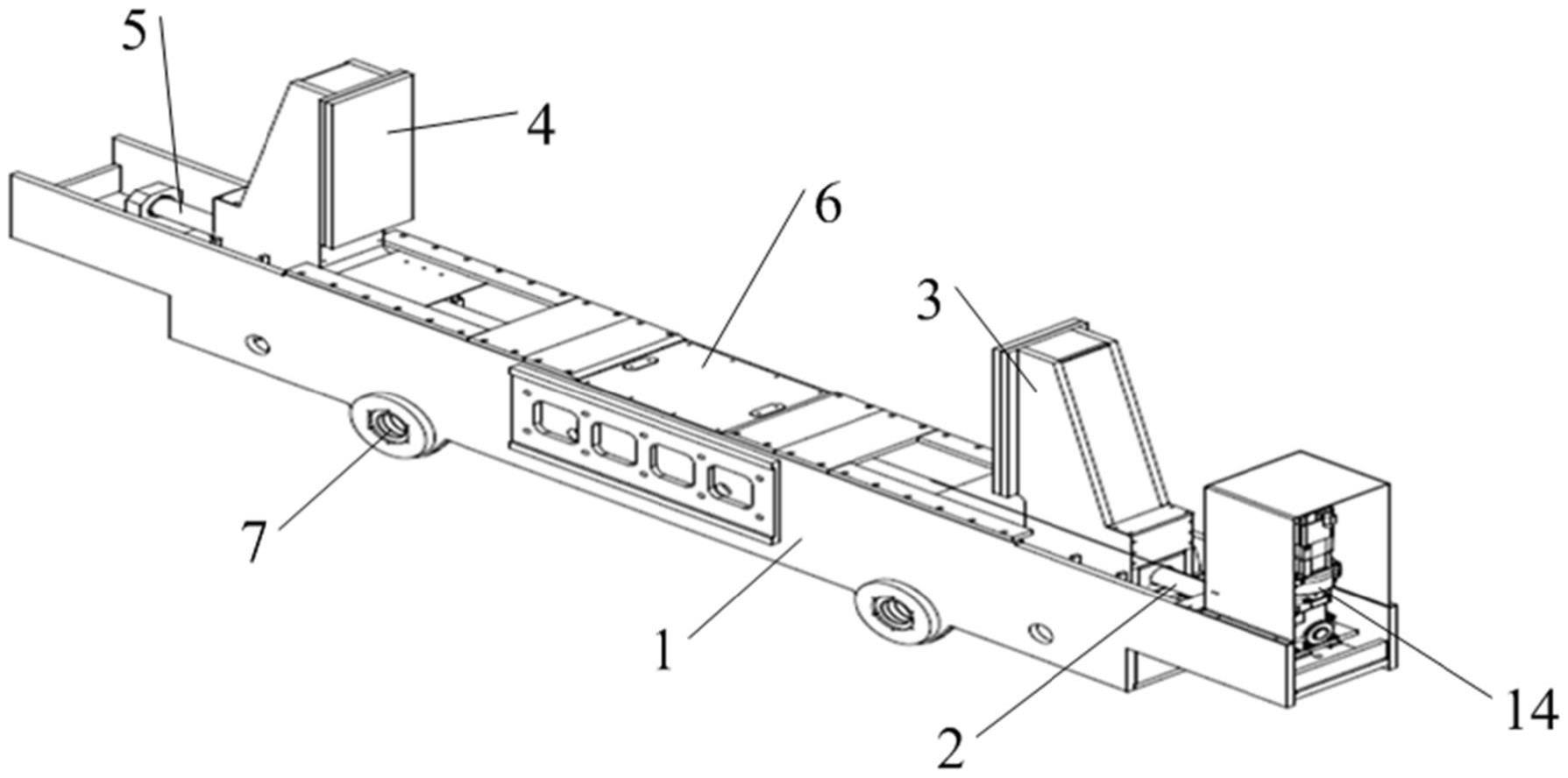
4、夹持机体的内部安装有右旋丝杠,夹持机体的一端设有主动夹具,夹持机体的另一端设有从动夹具;
5、右旋丝杠与主动夹具通过螺纹连接;右旋丝杠的一端通过连轴器与电机的输出轴连接;plc模块依次通过控制单元和变频器与电机,plc模块向控制单元发出夹紧或松弛控制指令,使控制单元通过变频器控制电机运行,带动主动夹具移动,实现主动夹具与从动夹具对工件的夹持或松开。
6、进一步需要说明的是,plc模块采用西门子1500系列plc模块;
7、控制单元采用cu320控制单元。
8、进一步需要说明的是,plc模块通过pn通讯协议与控制单元连接,实现plc模块与控制单元组态通讯。
9、进一步需要说明的是,变频器采用s120变频器;
10、控制单元与变频器及电机通过drive-cliq通讯形成电机扭矩闭环控制。
11、进一步需要说明的是,主动夹具与从动夹具相对设置,且主动夹具的中心与从动夹具的中心共线。
12、进一步需要说明的是,夹持机体的中间位置设置有夹紧承接台。
13、夹持机体底部设有两个安装孔。
14、进一步需要说明的是,夹持机体的另一端安装有左旋丝杆,从动夹具与左旋丝杆螺纹连接。
15、从以上技术方案可以看出,本实用新型具有以下优点:
16、本实用新型提供对中夹钳的夹紧松开控制装置在对中夹钳夹紧工件时,通过预先设定好对中夹钳夹紧时的扭矩和运行位置,夹钳达到设定扭矩后,电机立即停止运行。解决了之前对中夹钳夹紧工件后无法立即停止运行导致的对中夹钳的电机过载问题。
17、通过编写出合理的plc程序,进一步优化了对中夹钳的夹紧松开控制系统装置的时序控制。当对中夹钳达到设定扭矩停止后,需要松开对中夹钳时,通过合理的时序控制解决了对中夹钳无法松开的问题。
技术特征:
1.一种对中夹钳的夹紧松开控制装置,其特征在于,包括:夹持机体和控制机构;
2.根据权利要求1所述的对中夹钳的夹紧松开控制装置,其特征在于,
3.根据权利要求2所述的对中夹钳的夹紧松开控制装置,其特征在于,
4.根据权利要求2所述的对中夹钳的夹紧松开控制装置,其特征在于,
5.根据权利要求1所述的对中夹钳的夹紧松开控制装置,其特征在于,
6.根据权利要求1所述的对中夹钳的夹紧松开控制装置,其特征在于,
7.根据权利要求1所述的对中夹钳的夹紧松开控制装置,其特征在于,
8.根据权利要求1所述的对中夹钳的夹紧松开控制装置,其特征在于,
技术总结
本技术提供一种对中夹钳的夹紧松开控制装置,涉及对中夹钳控制技术领域,装置包括:夹持机体和控制机构;控制机构包括:PLC模块、控制单元、变频器以及电机;夹持机体的内部安装有右旋丝杠,夹持机体的一端设有主动夹具,夹持机体的另一端设有从动夹具;右旋丝杠与主动夹具通过螺纹连接;右旋丝杠的一端通过连轴器与电机的输出轴连接;PLC模块依次通过控制单元和变频器与电机,PLC模块向控制单元发出夹紧或松弛控制指令,使控制单元通过变频器控制电机运行,带动主动夹具移动,实现主动夹具与从动夹具夹持或松开工件。解决变位机工件对中夹钳夹紧机构无法正常夹紧和松开的问题。
技术研发人员:孔令岩,黄文鹤,苏海洲,刘尚清,张英赏
受保护的技术使用者:济南二机床集团有限公司
技术研发日:20221229
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!