一种用于铅酸蓄电池烧焊的双工位移动式模盒结构的制作方法
本技术属于铅酸蓄电池烧焊加工,具体涉及一种用于铅酸蓄电池烧焊的双工位移动式模盒结构。
背景技术:
1、铅酸蓄电池是一种电极主要由铅及其氧化物制成,电解液是硫酸溶液的蓄电池,而密封铅酸蓄电池烧焊的方式主要是,人工用氧气、乙炔烧焊(简称气焊)后人工半自动入壳,这种装配方式需要人工把极群装入模盒,缺点是不环保、无法实多型号电池的烧焊入壳,造成生产效率低,且人工入壳易损坏极群造成产品不良,更无法与后续的工序,自动化入壳机构进行联动实现整个流程的自动化焊接与入壳,为此我们提出一种用于铅酸蓄电池烧焊的双工位移动式模盒结构。
技术实现思路
1、本实用新型的目的在于提供一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,以解决上述背景技术中提出的问题。
2、为实现上述目的,本实用新型提供如下技术方案:一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,包括导座以及滑动安装在导座前表面的两个框体,所述导座的前表面对称固定有两个条形滑轨,所述框体的后表面固定有滑动套设在滑轨上的滑套,每个所述框体的一侧表面均安装有夹紧气缸,且框体的内侧活动设置有与夹紧气缸相连接的快换夹紧夹具,所述导座的顶部表面对称安装有两个平推气缸,所述框体的顶端设有顶块,且顶块与平推气缸连接,所述夹紧气缸的端部设有贯穿至框体内侧的夹紧活塞杆,所述快换夹紧夹具的一侧表面固定有与夹紧活塞杆连接的连接套,所述夹紧活塞杆和连接套之间设置有快换机构。
3、优选的,所述快换机构包括矩形安装销和矩形销孔,所述连接套的表面开设有插槽,所述夹紧活塞杆的端部插入至插槽中,所述连接套的上下表面贯穿开设有矩形销孔,且夹紧活塞杆的端部开设有通孔,所述矩形安装销插入至矩形销孔中,并通过通孔贯穿夹紧活塞杆的端部,所述快换机构还包括开设在连接套内部的内滑槽,所述内滑槽内通过弹簧活动安装有内滑条,所述内滑槽的两侧内壁均开设有侧滑槽,所述侧滑槽内滑动设置有侧卡杆,所述内滑条的两端分别与两个侧卡杆固定,所述矩形安装销的两端表面均开设有卡孔,所述侧卡杆的端部贯穿至卡孔中,所述连接套的上下表面均开设有连接滑道,且连接滑道与侧滑槽相通,所述连接滑道内滑动设置有连接滑块,所述连接套的上下表面均滑动安装有外拨块,所述外拨块通过连接滑块与侧卡杆固定,所述内滑条的一侧表面对称开设有两个圆形侧槽,所述弹簧的一端嵌入安装在圆形侧槽中。
4、优选的,所述快换机构还包括定位结构,所述定位结构包括嵌入安装在矩形销孔一侧内壁的空心橡胶块,所述空心橡胶块的一侧设有一体式的圆形橡胶凸起,所述圆形橡胶凸起嵌入至卡孔中。
5、优选的,所述快换夹紧夹具的一侧表面安装有四个导向杆,且所述框体的一侧表面固定有四个导向套,所述导向杆的端部贯穿至框体的外侧,并从导向套内部穿过。
6、与现有技术相比,本实用新型的有益效果是:本实用新型通过设置的导座、平推气缸、夹紧气缸、快换夹紧夹具和框体,可以使得极群可以快速的通过夹紧气缸和快换夹紧夹具实现夹紧,然后配合烧焊机进行焊接,焊接后再通过平推气缸将焊接后的极群自动推至入壳位置,不再需要人工装极群入壳,生产效率更高,同时通过设计的快换机构,使得操作人员可以根据不同规格的极群快速的对快换夹紧夹具进行拆卸更好,灵活性高。
技术特征:
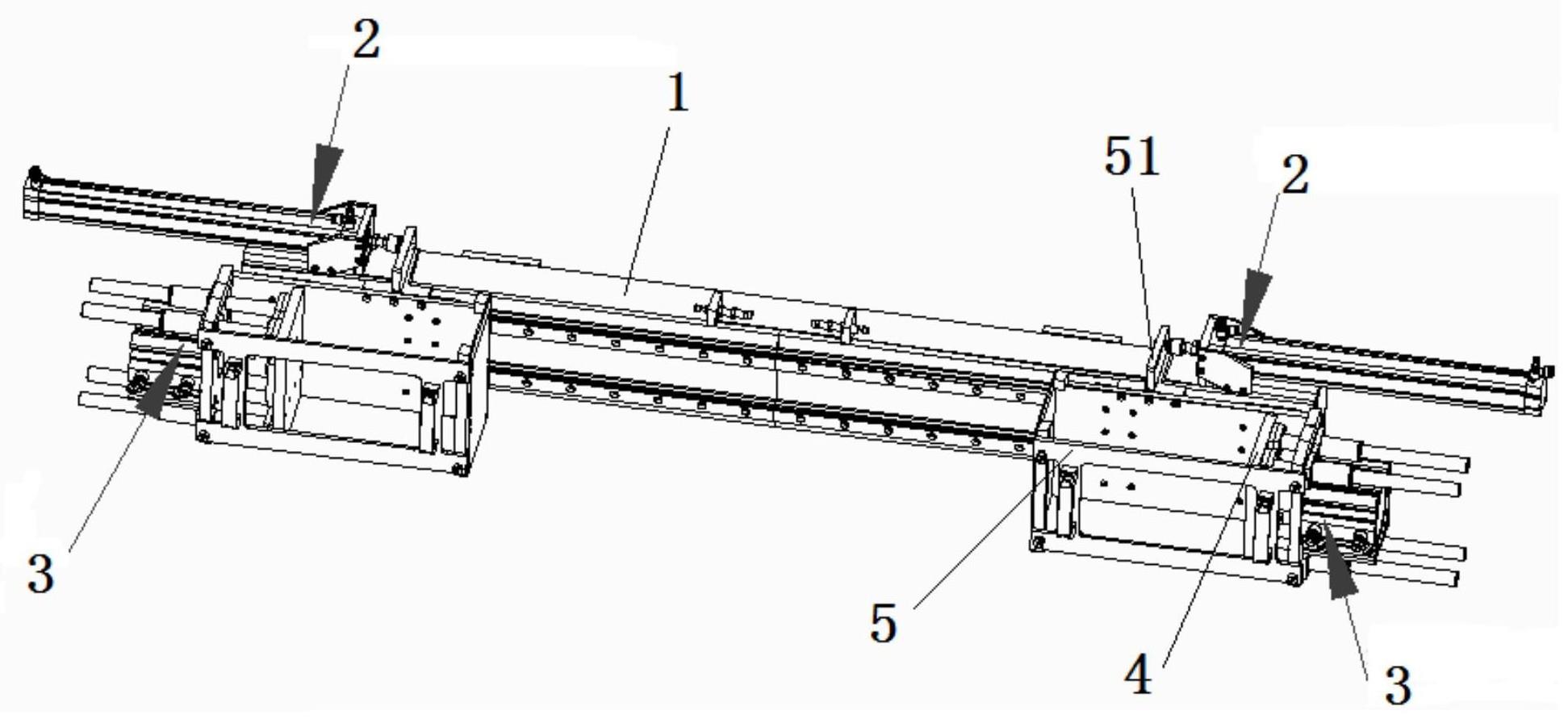
1.一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:包括导座(1)以及滑动安装在导座(1)前表面的两个框体(5),每个所述框体(5)的一侧表面均安装有夹紧气缸(3),且框体(5)的内侧活动设置有与夹紧气缸(3)相连接的快换夹紧夹具(4),所述导座(1)的顶部表面对称安装有两个平推气缸(2),所述框体(5)的顶端设有顶块(51),且顶块(51)与平推气缸(2)连接,所述夹紧气缸(3)的端部设有贯穿至框体(5)内侧的夹紧活塞杆(7),所述快换夹紧夹具(4)的一侧表面固定有与夹紧活塞杆(7)连接的连接套(8),所述夹紧活塞杆(7)和连接套(8)之间设置有快换机构(9)。
2.根据权利要求1所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述导座(1)的前表面对称固定有两个条形滑轨,所述框体(5)的后表面固定有滑动套设在滑轨上的滑套。
3.根据权利要求1所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述快换机构(9)包括矩形安装销(901)和矩形销孔(902),所述连接套(8)的表面开设有插槽,所述夹紧活塞杆(7)的端部插入至插槽中,所述连接套(8)的上下表面贯穿开设有矩形销孔(902),且夹紧活塞杆(7)的端部开设有通孔,所述矩形安装销(901)插入至矩形销孔(902)中,并通过通孔贯穿夹紧活塞杆(7)的端部。
4.根据权利要求3所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述快换机构(9)还包括开设在连接套(8)内部的内滑槽(904),所述内滑槽(904)内通过弹簧(906)活动安装有内滑条(905),所述内滑槽(904)的两侧内壁均开设有侧滑槽(907),所述侧滑槽(907)内滑动设置有侧卡杆(908),所述内滑条(905)的两端分别与两个侧卡杆(908)固定,所述矩形安装销(901)的两端表面均开设有卡孔(909),所述侧卡杆(908)的端部贯穿至卡孔(909)中。
5.根据权利要求4所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述连接套(8)的上下表面均开设有连接滑道,且连接滑道与侧滑槽(907)相通,所述连接滑道内滑动设置有连接滑块(910),所述连接套(8)的上下表面均滑动安装有外拨块(911),所述外拨块(911)通过连接滑块(910)与侧卡杆(908)固定。
6.根据权利要求4所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述快换机构(9)还包括定位结构(903),所述定位结构(903)包括嵌入安装在矩形销孔(902)一侧内壁的空心橡胶块(9031),所述空心橡胶块(9031)的一侧设有一体式的圆形橡胶凸起(9032),所述圆形橡胶凸起(9032)嵌入至卡孔(909)中。
7.根据权利要求4所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述内滑条(905)的一侧表面对称开设有两个圆形侧槽,所述弹簧(906)的一端嵌入安装在圆形侧槽中。
8.根据权利要求1所述的一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,其特征在于:所述快换夹紧夹具(4)的一侧表面安装有四个导向杆,且所述框体(5)的一侧表面固定有四个导向套,所述导向杆的端部贯穿至框体(5)的外侧,并从导向套内部穿过。
技术总结
本技术公开了一种用于铅酸蓄电池烧焊的双工位移动式模盒结构,包括导座以及滑动安装在导座前表面的两个框体,所述导座的前表面对称固定有两个条形滑轨,所述框体的后表面固定有滑动套设在滑轨上的滑套,每个所述框体的一侧表面均安装有夹紧气缸;本技术通过设置的导座、平推气缸、夹紧气缸、快换夹紧夹具和框体,可以使得极群可以快速的通过夹紧气缸和快换夹紧夹具实现夹紧,然后配合烧焊机进行焊接,焊接后再通过平推气缸将焊接后的极群自动推至入壳位置,不再需要人工装极群入壳,生产效率更高,同时通过设计的快换机构,使得操作人员可以根据不同规格的极群快速的对快换夹紧夹具进行拆卸更好。
技术研发人员:赵德道,赖光航,骆海停,丁德泉,李红博,宁永奎,陈朋,刘克闯,王巍,陆振,阮洋洋,管涛
受保护的技术使用者:肇庆科利机械装备制造有限公司
技术研发日:20221230
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!