一种反应釜焊接用回转变位机的制作方法
本技术涉及反应釜焊接相关领域,尤其涉及一种反应釜焊接用回转变位机。
背景技术:
1、反应釜的广义理解即有物理或化学反应的容器,通过对容器的结构设计与参数配置,实现工艺要求的加热、蒸发、冷却及低高速的混配功能,反应釜所产生的物料基本上是新能源汽车电池正极材料前驱体,主要的成分为磷酸铁锂、镍钴锰酸锂、稀磷酸、硫酸镍、硫酸钴、硫酸锰等,而反应釜按照传热结构,可分为夹套式、外半管式、内盘管式及组合式。
2、其中外半管式反应釜的制备时,需将盘管焊接至主筒体外侧,而对于盘管的焊接,现今多使用焊接机器人系统实现自动焊接活动。
3、现今所设的焊接机器人系统由双机器人系统、机器人三轴运动系统、焊缝激光跟踪系统、焊接系统、电气控制系统及工作站附件组成。
4、其中,主筒体整体呈圆柱形,而盘管在焊接至圆柱形的主筒体外侧时,需进行位置的焊接位置的调整,而只靠焊接机器人系统内部所设的三轴运动系统,较不能够满足主筒体与盘管的焊接使用,因此,需设置一种变位系统,来实现主筒体焊接位置的快速转换变位,加快盘管与主筒体外侧的焊接效率,提高自动化焊接效果。
技术实现思路
1、因此,为了解决上述不足,本实用新型提供一种反应釜焊接用回转变位机。
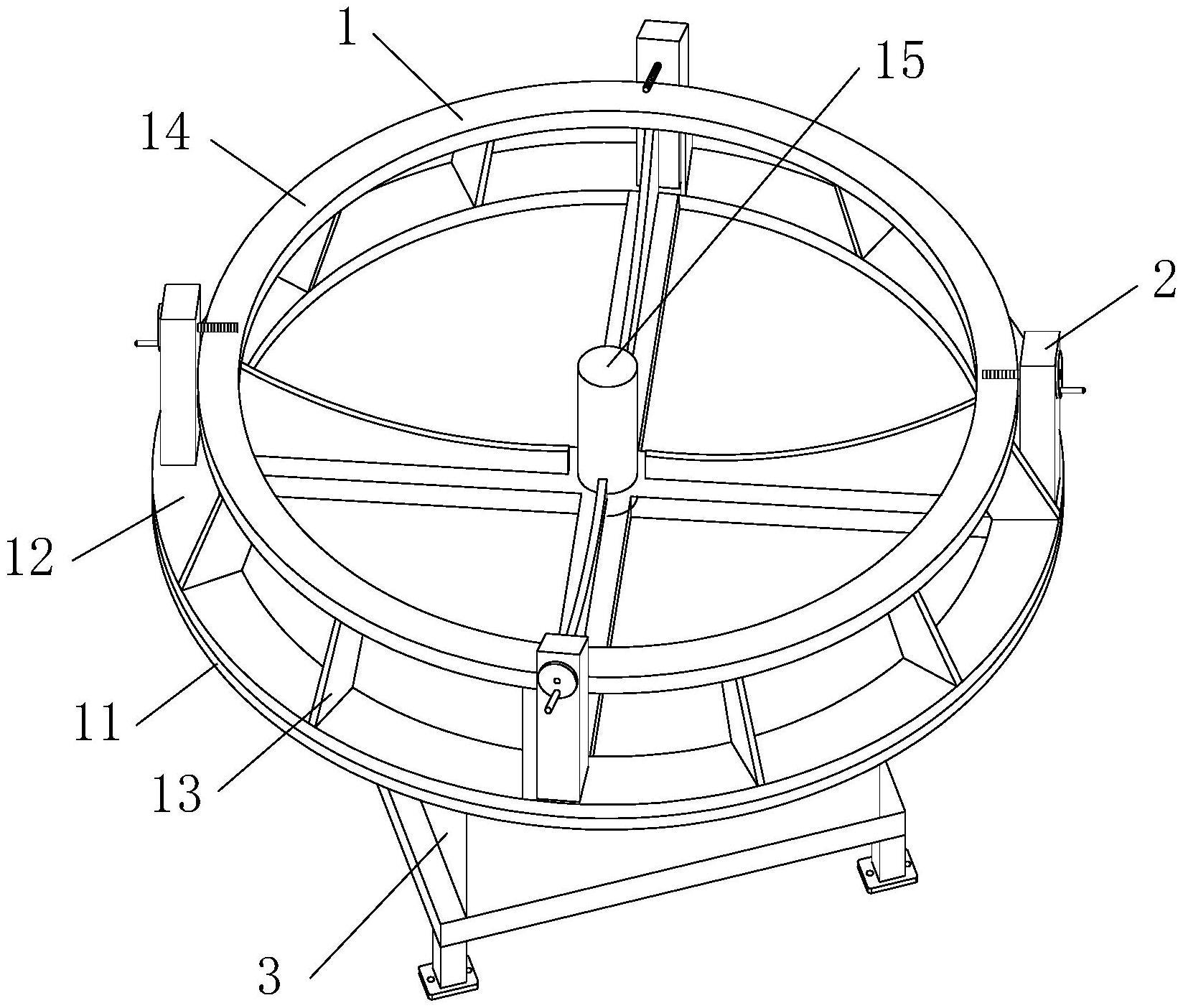
2、为了实现上述目的,本实用新型采取以下技术方案:一种反应釜焊接用回转变位机,包括回转盘主体、压紧工装和变位箱,所述回转盘主体外部四处均安装有压紧工装,且回转盘主体中部下端与变位箱相传动连接。
3、优选的,所述回转盘主体包括底盘、紧固于底盘上端的第一圆环盘、焊接于第一圆环盘上端的连接块、与连接块顶部紧固连接的第二圆环盘以及插接于底盘中部的连接轴。
4、优选的,所述压紧工装包括固设于回转盘主体四侧的立柱、安装于立柱上端外侧的摇柄以及与摇柄中部相接的螺杆,所述螺杆与立柱上端内部螺纹连接。
5、优选的,所述变位箱包括设于回转盘主体底部的箱体、转动连接于箱体前侧的箱门、固设于箱体底部四角的支腿、安装于箱体内部右侧的伺服电机、传动连接于伺服电机顶部的精密减速机、与精密减速机顶部相连接的小齿轮以及与小齿轮外侧相啮合连的大齿轮,所述大齿轮中部与回转盘主体下端中部相连接。
6、优选的,所述第一圆环盘与第二圆环盘上下相对设置,且第一圆环盘整体直径大于第二圆环盘整体直径。
7、优选的,所述连接块沿第一圆环盘与第二圆环盘之间所设数量不少于十二处,且多处所设连接块整体均呈倾斜片状设置。
8、优选的,所述压紧工装沿第一圆环盘四侧上端等距分布,且压紧工装内部所设螺杆通过外侧外螺纹与立柱上端相螺纹连接。
9、优选的,所述小齿轮外侧所设齿角与大齿轮外侧所设齿角相匹配啮合连接,且大齿轮横向转动连接于箱体上端中部。
10、本实用新型的有益效果:
11、本实用新型通过设置了回转盘主体,使回转盘主体内部所设的第一圆环盘、连接块与第二圆环盘整体构成稳定支撑状态,对主筒体整体进行稳定竖直支撑配合,同时配合第一圆环盘四侧所设的压紧工装,可进行主筒体整体的压紧稳固,保证主筒体整体焊接过程的稳定牢固,且配合回转盘主体底部相接的变位箱,可使变位箱所设的小齿轮与大齿轮,配合伺服电机与精密减速机的驱动,进行回转盘主体的360°转动变位,来快速改变主筒体焊接位置,如此,达到了主筒体焊接位置的快速转换变位,提高主筒体与盘管焊接自动性的优点。
技术特征:
1.一种反应釜焊接用回转变位机,其特征在于:包括回转盘主体(1)、压紧工装(2)和变位箱(3),所述回转盘主体(1)外部四处均安装有压紧工装(2),且回转盘主体(1)中部下端与变位箱(3)相传动连接。
2.根据权利要求1所述一种反应釜焊接用回转变位机,其特征在于:所述回转盘主体(1)包括底盘(11)、紧固于底盘(11)上端的第一圆环盘(12)、焊接于第一圆环盘(12)上端的连接块(13)、与连接块(13)顶部紧固连接的第二圆环盘(14)以及插接于底盘(11)中部的连接轴(15)。
3.根据权利要求1所述一种反应釜焊接用回转变位机,其特征在于:所述压紧工装(2)包括固设于回转盘主体(1)四侧的立柱(21)、安装于立柱(21)上端外侧的摇柄(22)以及与摇柄(22)中部相接的螺杆(23),所述螺杆(23)与立柱(21)上端内部螺纹连接。
4.根据权利要求1所述一种反应釜焊接用回转变位机,其特征在于:所述变位箱(3)包括设于回转盘主体(1)底部的箱体(31)、转动连接于箱体(31)前侧的箱门(32)、固设于箱体(31)底部四角的支腿(33)、安装于箱体(31)内部右侧的伺服电机(34)、传动连接于伺服电机(34)顶部的精密减速机(35)、与精密减速机(35)顶部相连接的小齿轮(36)以及与小齿轮(36)外侧相啮合连的大齿轮(37),所述大齿轮(37)中部与回转盘主体(1)下端中部相连接。
5.根据权利要求2所述一种反应釜焊接用回转变位机,其特征在于:所述第一圆环盘(12)与第二圆环盘(14)上下相对设置,且第一圆环盘(12)整体直径大于第二圆环盘(14)整体直径。
6.根据权利要求2所述一种反应釜焊接用回转变位机,其特征在于:所述连接块(13)沿第一圆环盘(12)与第二圆环盘(14)之间所设数量不少于十二处,且多处所设连接块(13)整体均呈倾斜片状设置。
7.根据权利要求3所述一种反应釜焊接用回转变位机,其特征在于:所述压紧工装(2)沿第一圆环盘(12)四侧上端等距分布,且压紧工装(2)内部所设螺杆(23)通过外侧外螺纹与立柱(21)上端相螺纹连接。
8.根据权利要求4所述一种反应釜焊接用回转变位机,其特征在于:所述小齿轮(36)外侧所设齿角与大齿轮(37)外侧所设齿角相匹配啮合连接,且大齿轮(37)横向转动连接于箱体(31)上端中部。
技术总结
本技术公开了一种反应釜焊接用回转变位机,包括回转盘主体、压紧工装和变位箱。本技术通过设置了回转盘主体,使回转盘主体内部所设的第一圆环盘、连接块与第二圆环盘整体构成稳定支撑状态,对主筒体整体进行稳定竖直支撑配合,同时配合第一圆环盘四侧所设的压紧工装,可进行主筒体整体的压紧稳固,保证主筒体整体焊接过程的稳定牢固,且配合回转盘主体底部相接的变位箱,可使变位箱所设的小齿轮与大齿轮,配合伺服电机与精密减速机的驱动,进行回转盘主体的360°转动变位,来快速改变主筒体焊接位置,如此,达到了主筒体焊接位置的快速转换变位,提高主筒体与盘管焊接自动性的优点。
技术研发人员:雷文杰,余善福,杨昌发
受保护的技术使用者:湖南省润心科技开发有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!