摩擦搅拌接合装置的控制方法及摩擦搅拌接合装置与流程
本发明涉及用于进行摩擦搅拌接合装置中的销构件及肩部构件的原点对准的控制方法以及该摩擦搅拌接合装置。
背景技术:
1、在制造飞机、铁道车辆或汽车等结构体时,有时必须进行将由金属或树脂等形成的二个以上的构件叠合并接合的作业。作为该接合的一个方法,已知有摩擦搅拌接合。摩擦搅拌接合是指将转动的工具压入工件(被接合体)而产生塑性流动来接合工件的方法。
2、在下述专利文献1中,作为用于进行摩擦搅拌接合的装置的一个例子,公开了一种具备如下工具的摩擦搅拌接合装置,该工具包含:销构件,能够绕轴线转动以及能够沿着该轴线进退移动;肩部构件,配置在所述销构件的外周侧且能够绕所述轴线转动以及能够沿着所述轴线进退移动。销构件及肩部构件分别被转动驱动并且被压入工件从而在该压入的部分产生塑性流动。
3、在采用上述的摩擦搅拌接合装置来接合工件的情况下,为了确保接合部的平滑性,重要的是进行销构件及肩部构件的相对位置管理。并且,为了正确地进行该相对位置管理,便要求在进行接合作业之前以足够的精度预先进行使销构件及肩部构件的原点相一致的原点对准(归零(zeroing))的作业。该原点对准的作业有时由作业人员手动进行。此情况下,作业人员例如在示教模式下一边移动销构件一边以目视或手感来使销构件及肩部构件的远端相一致,在该状态下设定两构件的原点。然而,以这样的方法进行原点对准时,在安全方面或作业效率方面存在着问题,存在改善的余地。
4、现有技术文献
5、专利文献
6、专利文献1:日本专利公开公报特开2006-187778号
技术实现思路
1、本发明鉴于所述那样的情况而作,其目的在于能够安全且高效地进行摩擦搅拌接合装置中的销构件及肩部构件的原点对准。
2、为了解决上述课题,本发明的一个方面所涉及的控制方法是控制摩擦搅拌接合装置的方法,所述摩擦搅拌接合装置包括进行绕轴线的转动及沿着该轴线的进退移动的销构件、以及被配置在该销构件的外周侧且进行绕所述轴线的转动及沿着所述轴线的进退移动的肩部构件,通过使所述销构件及所述肩部构件一边转动一边压入工件来接合该工件,该摩擦搅拌接合装置的控制方法包括:第1步骤,将所述肩部构件的远端抵接于指定的抵接面的状态下的该肩部构件在所述轴线方向上的位置作为第1肩部位置存储;第2步骤,将所述销构件在所述轴线方向上的初始位置作为第1销位置存储;第3步骤,使所述销构件朝所述抵接面前进,并且将所述销构件的远端抵接于所述抵接面时的该销构件在所述轴线方向上的位置作为第2销位置存储;第4步骤,将随着所述销构件抵接所述抵接面而后退的所述肩部构件在所述轴线方向上的位置作为第2肩部位置存储;第5步骤,判定所述第1销位置与所述第2销位置的距离亦即销移动量包含在被预先决定的第1范围这一第1条件的成立与否、以及所述第1肩部位置与所述第2肩部位置的距离亦即肩部位移量包含在被预先决定的第2范围这一第2条件的成立与否;第6步骤,在所述第1条件及所述第2条件成立的情况下,使所述销构件从所述抵接面后退被预先决定的返回量,并且以后退后的所述销构件及所述肩部构件各自在所述轴线方向上的位置为基准进行所述销构件及所述肩部构件的原点对准;以及,第7步骤,在至少所述第1条件不成立的情况下,使所述销构件后退至相比于所述第1销位置远离所述抵接面的再开始位置;其中,在所述第7步骤后,将后退至所述再开始位置的所述销构件的位置作为新的第1销位置再次执行所述第2步骤以后的步骤。
3、本发明的另一个方面所涉及的摩擦搅拌接合装置包括:销构件,进行绕轴线的转动及沿着该轴线的进退移动;肩部构件,被配置在所述销构件的外周侧且进行绕所述轴线的转动及沿着所述轴线的进退移动;归零控制部,进行所述销构件及所述肩部构件的原点对准;接合控制部,通过使所述销构件及所述肩部构件一边转动一边压入工件来接合该工件;以及,存储部,存储数据;其中,所述归零控制部能够执行:第1处理,将所述肩部构件的远端抵接于指定的抵接面的状态下的该肩部构件在所述轴线方向上的位置作为第1肩部位置存储于所述存储部;第2处理,将所述销构件在所述轴线方向上的初始位置作为第1销位置存储于所述存储部;第3处理,使所述销构件朝所述抵接面前进,并且将所述销构件的远端抵接于所述抵接面时的该销构件在所述轴线方向上的位置作为第2销位置存储于所述存储部;第4处理,将随着所述销构件抵接所述抵接面而后退的所述肩部构件在所述轴线方向上的位置作为第2肩部位置存储于所述存储部;第5处理,判定所述第1销位置与所述第2销位置的距离亦即销移动量包含在被预先决定的第1范围这一第1条件的成立与否、以及所述第1肩部位置与所述第2肩部位置的距离亦即肩部位移量包含在被预先决定的第2范围这一第2条件的成立与否;第6处理,在所述第1条件及所述第2条件成立的情况下,使所述销构件从所述抵接面后退被预先决定的返回量,并且以后退后的所述销构件及所述肩部构件各自在所述轴线方向上的位置为基准进行所述销构件及所述肩部构件的原点对准;以及,第7处理,在至少所述第1条件不成立的情况下,使所述销构件后退至相比于所述第1销位置远离所述抵接面的再开始位置;其中,在所述第7处理后,所述归零控制部将后退至所述再开始位置的所述销构件的位置作为新的第1销位置再次执行所述第2处理以后的处理。
技术特征:
1.一种摩擦搅拌接合装置的控制方法,其特征在于,
2.根据权利要求1所述的摩擦搅拌接合装置的控制方法,其特征在于,
3.根据权利要求2所述的摩擦搅拌接合装置的控制方法,其特征在于,
4.一种摩擦搅拌接合装置,其特征在于包括:
技术总结
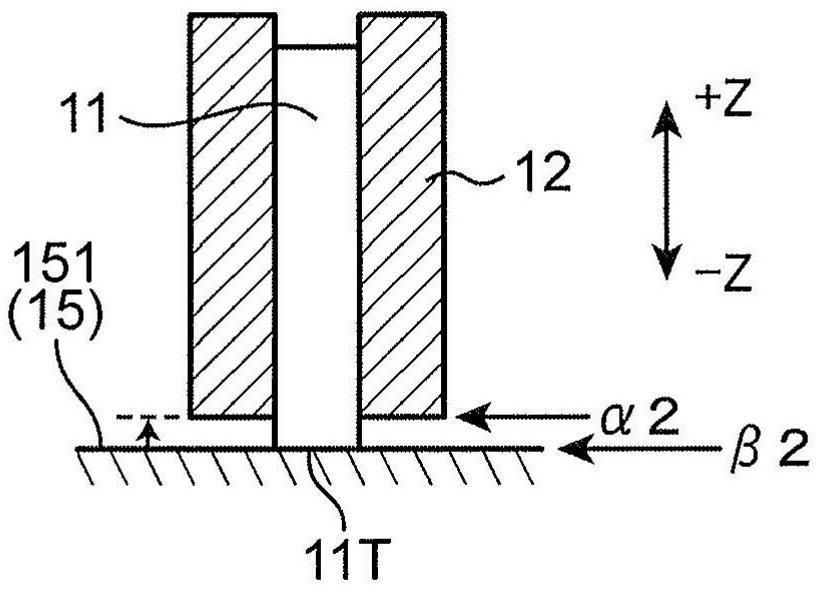
在肩部构件(12)抵接于抵接面的状态下进一步使销构件(11)抵接于抵接面,并且分别确定从销构件(11)的初始位置至抵接面的距离亦即销移动量、以及随着销构件(11)的抵接而肩部构件(12)后退时的位移量亦即肩部位移量。在销移动量包含于第1范围这一第1条件和肩部位移量包含于第2范围这一第2条件均成立的情况下,使销构件(11)从抵接面后退被预先决定的返回量,并且以该状态下的销构件(11)及肩部构件(12)的各位置为基准进行两构件的原点对准。
技术研发人员:三宅将弘,福田拓也,枝川直大,北则近,辻中亮
受保护的技术使用者:川崎重工业株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!