采用消除过盈的新方法组装的圆筒或管与流程
本发明涉及用于对物体施加压力的装置。
背景技术:
1、当加压流体被注入室或厚壁圆筒时,壁内部的反作用应力朝向中心侧变大,而其强度朝向周边减小。如果在最大压力下应力均匀,则圆筒将承受更大的压力。
2、两个筒状管是过盈接合的,因为较小圆筒不能安装在较大圆筒内部(除非制造了小工具),这两个筒状管会导致壁向外施加预应力并且向内预压缩,而厚圆筒未被加压。过盈接合的圆筒比非过盈接合的圆筒能承受更大的压力。
3、如今,制造了过盈接合的筒状管,并且当较大圆筒被加热使得其扩大或膨胀时并且/或者较小圆筒被冷却使得其收缩时,过盈被消除;这样,过盈就会消失,并且可以通过将管组装成单个管来组装或接合管。在恢复常温后,它们往往会恢复其尺寸,但无法恢复所述尺寸,从而保持“通过过盈接合”或“过盈接合”。
4、由于温度变化的影响而暂时消失的过盈确实很小,并且待接合的圆筒的外圆筒的内径必须略小于内圆筒的外径。此外,很难维持温差几分钟来组装它们或将新的圆筒组装至另一个已经组装好的圆筒中。150多年前,这种材料就被用于制造布莱克利枪。
5、由于温度变化的影响而暂时消失的过盈可能更大,以便将短部分接合起来并且仅接合一次,例如将齿轮或铁路车轮接合至车轴。但不可能通过温度变化产生的过盈将一组薄圆筒紧密地接合在一起。
6、获得高等静压的第一个机构是厚壁圆筒室,其中,壁的宽度以圆筒直径的百分比来测量;显然,壁越厚,能承受的压力就越大。但当它变得更厚时,构成室壁的内边缘与外边缘之间的反作用应力差就越大,如图2及其描述中可见。
7、获得比厚壁圆筒更高压力的方法是“螺旋室”:围绕圆筒的轴线,将数公里计算出的受力板接合在一起,这会产生高达600mpa的压力,比壁厚是30%圆筒直径的简单厚壁室的压力高两倍和三倍。
8、螺旋室的严重缺点在于它不能承受轴向的反作用应力,因此必须在其外部安装大的“轭”以进行外部支撑,从而支撑帽,可能在圆筒的两端各有一个帽,每次装载或卸载室时,圆筒的两端都必须完全位移。
9、用于制备巴氏灭菌食品的高压加工(hpp)技术或用于冶金制造铸件或消除缺陷的热等静压(hip)技术都是众所周知的。
10、hip技术不会在如此高的压力下使用,仅可在高达300mpa的压力下使用,因为它是通过压缩加热的气体(通常是氩气)来使用的。此外,室的闭合机构所需的轭和液压缸使得热加工更加困难。
11、布莱克利大炮的制造采用了通过温度过盈进行接合的技术,因为布莱克利是第一个制造由不同弹性程度的同心管组成的大炮的人,其中,内管具有更大的弹性,因为它必须承受更大的压力。带或环被放置在略呈圆锥形的炽热管中,使得当它们冷却时,它们会收缩并且压缩炽热管,从而使大炮处于初始应力状态。这使得布莱克利能够制造出非常耐用、大口径、重量轻的大炮。
12、仅出于实验目的,在金刚石砧室的微观尺寸中,甚至可以施加10gpa、100gpa甚至更高的压力。由于无法以自然尺寸进行,目前仅进行了数千项基础研究,因此有望开展轻质材料、超硬韧材料、电学材料、超导材料等新材料的应用研究。
13、多壁室是产生高压的另一种方式,但可以说它们是出于相同目的的其他发明的尝试(参见专利申请cl 201902913和专利申请cl 201902988)。然而,已经找到了一种新的技术解决方案,它克服了前面提到的应用的缺点并且基于由于等静压过盈而产生的新接头。
14、可以进行的新型等静压过盈接合方法用于通过过盈组装具有任意尺寸的两个、十个或更多个筒状管,这有利于超高压室或多室的制造。
技术实现思路
技术特征:
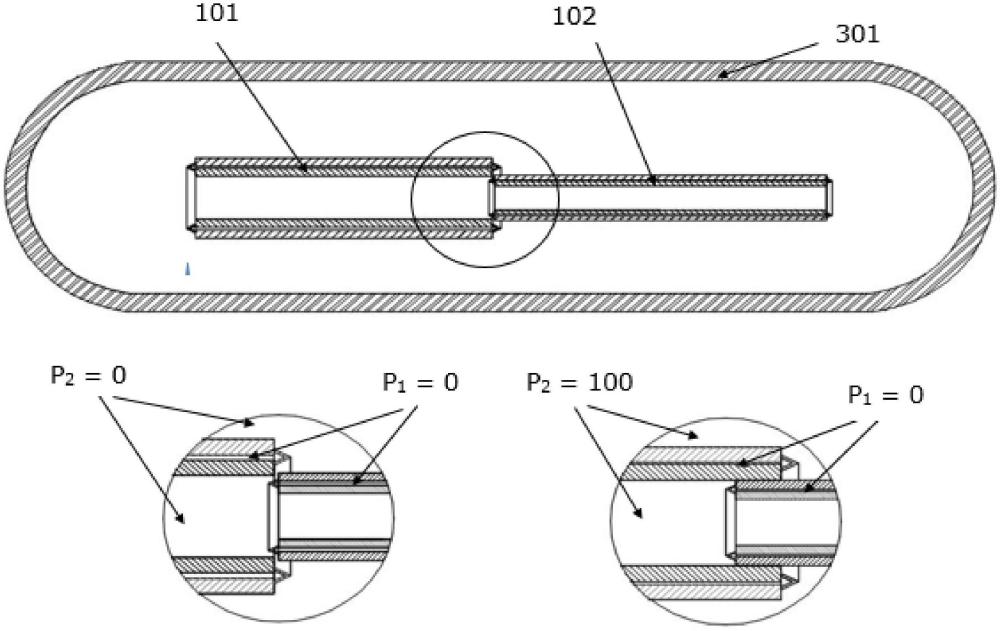
1.一种通过等静压过盈接合两个或更多个同心圆筒(101、102)的方法,其中,所述圆筒中的一个或两个已经过盈接合;辅助筒状管(201、202)、帽(211、212、213、214)和高压组装室(301)用作通过等静压过盈进行接合的工艺的工具;弹性和结构引导件用于将一个圆筒推入另一个圆筒,位于所述组装室(301)内部;其中,每对或每组同心圆筒(101、201)和(102、202)配备有相应帽(211、212)、(213、214),所述相应帽焊接或胶合以形成辅助室或管状室,使得考虑到没有压力通过所述帽进入所述管状室的内部,所述辅助室或管状室承受所述组装室(301)内的液体或气体的压力,其中,两个连续的管状室必须用小工具和小引导件如此组装,使得当压力上升并且随着压力增大较大管状室的所述圆筒(101)的直径并且减小较小管状室的所述圆筒(102)的直径时所述过盈消失,此时通过为这种效果制作的引导件来将所述较小管状室装配、滑动并且放入所述较大管状室中,从而在这种效果的机构被激活时进行装配,其中,所述机构可以位于较小半径的管的内部或外部;在产生滑动或调节后,所述组装室(301)的压力从已安装的圆筒释放,直径产生变化,并且通过过盈接合的所述管(101和102)趋向于返回至初始直径;辅助圆筒被移除,只剩下两个圆筒通过所述过盈接合在一起。
2.根据权利要求1所述的方法,其中,准备带帽的一对筒状管(101、201),还准备带圆形帽或不带帽的另一个管(102),并且所述过盈发生在所述管(101、102)之间;与权利要求1的情况类似,所述组装室(301)内的压力消除所述过盈,然后筒状管(102)滑入所述另一筒状管(101)中,所述组装室内的压力降低,并且所述辅助圆筒和所述帽被拆卸,所述圆筒最终通过所述过盈接合在一起。
3.根据权利要求1所述的方法,其中,准备带帽的一对筒状管(102、202),还准备不带帽的另一个管101;所述过盈也发生在管101和102中:与之前的情况类似,压力消除所述过盈,然后筒状管(102)滑入所述另一筒状管(101)中,所述组装室(301)内的压力降低,并且所述辅助圆筒和所述帽被拆卸,所述圆筒最终通过所述过盈接合在一起。
4.根据权利要求1所述的方法,其中,准备带圆形帽的一个筒状管102,还准备不带帽的另一个管101;压力消除所述过盈,然后筒状管(102)滑入所述另一筒状管(101)中,所述组装室(301)内的压力降低,所述帽被拆卸,所述圆筒最终通过所述过盈接合在一起。
技术总结
本发明涉及一种用于过盈接合同心圆筒的方法,其中,较小圆筒(102)不装配至较大圆筒(101)中,所述方法涉及使用组装室(301)内的辅助圆筒,使得通过等静压暂时消除过盈,并且将一个圆筒装配至另一个圆筒中,从而产生过盈接合的较厚圆筒。释放压力,并且从所述组装室(301)消除压力,最终仅留下两个过盈接合的圆筒。能够用同样的方式组装3个、10个或甚至更多个圆筒,从而组装在内部被预压缩并且在外部被施加预应力的厚圆筒。若干过盈接合的圆筒在承受最大压力时施加相同的应力,使得所述圆筒比具有相同总壁厚的单个圆筒承受更大的压力,后者通常在壁内部具有最大应力,在外边缘应力减小至较低百分比。
技术研发人员:猫里西奥·爱德华多·穆莱特·马丁内斯
受保护的技术使用者:路易斯·奥斯瓦尔多·卡斯特罗·阿里加达
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!